ѭ�hҺ������g��IJ�������ϵ�y��Ӱ�
��������SKDONAr215000/15000/540�Ϳշ��O��,���ÿ՚��A�䡢���ӺY��������������ƽ��Û����Û�՚��M������ȫ���s�o���ƚ��≺�s����,�aƷ���ȉ��s;�������֚����;�����������Ҏ��������,�������úY����;�ƚ�ϵ�y����ѭ�hҺ��Þ����ij��˾���x��ʽҺ�������Ͷ�a�ԁ��շ��O���\��һֱƽ����
2007��8��29��,ѭ�hҺ��ðl�����g����,��ɿշ��O���\�й��r�l�����ӡ����ȡ������ʩ,�{������,ʹ�շ��O��֏������\�С�
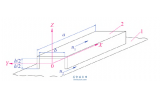
1��Һ������g��IJ���
2007��8��29��22��32��53,�ƚ�ϵ�y2#ѭ�hҺ��ñú����͈������ˆT�l�F���H�������_����,ͬ�r�֚��������ҺλѸ������,�����Д���Һ��ðl�����g��Ѹ���s���F�����_2#ѭ�hҺ��ñ�ǰ������Һ�y�Ś�,����Һ�yһֱ�����Ų��M������A�䲢����1#ѭ�hҺ���, ���Ӻ�l�F2#ѭ�hҺ����S��1#ѭ�hҺ��õĆ���Ҳ�D��,ͬ�r�C�ϵ�ָʾ��Ҳ�@ʾ2#ѭ�hҺ����\�D������Д�2#ѭ�hҺ����Դ�Ա��C1#ѭ�hҺ��ÆΪ��\�С����ڰ�ע����������ѭ�hҺ��õĆ�����,�e�^�˷����շ��O���\�й��r����Õr�g,��K���������r���ӡ��������½�,����ſ�2С�r, ������a�����ܵ�Ӱ푡�
2�� �������\�й��r��Ӱ�
(1) ѭ�hҺ��ñú����͈�Ѹ�ٴ��_��ǰ������Һ�y�Ś⡣�Ś�oЧ��, �����]���rͣ�\ѭ�hҺ���, ����Һ�yҊҺ��Ѹ�ن���ѭ�hҺ��á�����Ś���Ȼ�oЧ, ��ô���A����ñõ�ͬ�r,���_�ƚ�ϵ�y���s�ѽ��Д�, ���p�ٴ֚�����������ֱ���е��ƚ�ϵ�y��
(2) �֚��������Һ�wȥ�֚�I���{���y�����_����52%����,��̎����ѭ�hҺ������g���40��犃�ԓ�{���y�_����60%, ʹ�֚���������������^�͵�Һ�wͨ�^���yֱ�ӱ���������, �������⼃���½�, ������a�����ܵ�Ӱ푡�
(3) �ƚ�ϵ�y���r���Ӱl����]�м��r�z���������r�����s�������p������ϡ�������������,�Չ��C�Ś≺����01522MPa �ϝq��01546MPa,�O����ɿՉ��C�Ś≺��������
(4) ���ښ��s�������p���������������43kPa������64kPa,����������շ��O�䉺������, ���a�����ӵ�18200m3/h���]�м��r�l�F�@һ��r���M���{��, Ҳ�nj������⼃���½��������r������ԭ��֮һ��
(5) Һ���M�֚��������y�T�������֚����Һ��Һλ��1850mm �ϝq��2350mm ��10 ��犺���P�]�՚��M�֚��������y�T, ��������Һ��Һλ�½�600mm ��
(6) �շ��O�������D���{��ʧ�`�ࡣ22 ��34,����Һ��Һλ��15 ��犃ȏ�2800mm (����ֵ)����2220mm ��̎����Һ������g���Ϻ�, �ּ��ڌ��֚��������Һ�w�D�Ƶ�����, ʹ����Һ��Һλ��2220mm ������3330mm, ǰ�����_1000mm, �����r������Ӱ푺ܴ����ڲ������r�C�x��ʧ��, ��K�������⼃���½�, ����ſ�2 С�r, ������a�����ܵ�Ӱ푡�
���P���£�