��������ٻ��t����
�����S�����ռ��g�IJ���lչ,���մ��c���ٷ�Ӽ���Ҫ��ҲԽ��Խ��,���������^���н��ٻ��@�������ǘO���P�I��,���ٻ����|��ֱ�ӕ�Ӱ푵���Ӽ����|���Ϳɿ��ԡ���ô���ٻ��t��ɞ�Ӱ푮aƷ�|�����P�I�O�䡣��ʮ�����,�҇�һЩ��I�ć������M��һЩ���ٻ��t,���ȵ�һЩ����SҲ���a�˴��������մɽ��ٻ����O��,������Щ�S����ȡ�ˇ����O����S�����c��������M,�ټ��Ͻ������Ƚ�������I���ͻ��������I�İlչ,���a���˱��^���M���õĽ��ٻ��t,������մɽ��ٻ���Ҏģ���a�ṩ�˃������O�䡣
�������ٻ��t��Ҫ�֞���ʽ���Pʽ�ɷN��͡���ʽ�t���gЪʽ�t,�������c�ǜض��������S�������aƷ����Ͷ��M�������O��,���ԟ��Y�ߴ���^��ĮaƷ,���Կ��Ƹɝ����D�Q,�Ě����^С,�����`����M�����a,��ȱ�c�Ǯa����,�ضȾ����Բ�̫��,�׳��F���ߺͽ��ٻ���l���ĬF���Pʽ�t���B�mʽ�t,�m�ڴ��������a,��ˇ�{���ú��܉����a,�aƷһ�����^��,��ȱ�c�ǜض��������˽���׃��,�t�ȵĸɝ���ղ�����,�Ě�����,�����l��������,һ����Ͷ�Y�^�����挦�ɷN��͵Ľ��ٻ��t�ĽY�������c�M�����¸�Ҫ��B��
1���Pʽ�t
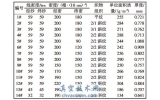
�����������M�ڵ�BTU�t������
1.1���t�w����
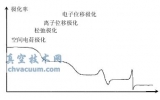
����ԓ�t��һ�N�B�m�����ĸߜ��ư�t,�ڿɿؚ��(ͨ��������Ϛ�) ���M�й���,������Ҋ�D1��ʾ�������Ϛ�����Һ���ֽ��Ƴ�,���a�ɱ��^��,�����Pʽ��t����õ����Ϛ⡣���t�w�ֳ�����:�A��^���ߜؼӟ�^����s�^�����M�t�ĮaƷ�ȷ������t�w�ςȂ��͎����ư���,������ƗU�����ƗU�������ƗU�������ƗU������B�mѭ�h�������aƷ�����M�ٶȿ��{��,ÿ���ӟ�^�����M�мӟ�,�@�ӾͿɝM�㲻ͬ�Ľ��ٻ���ˇ�������罵�����M�ٶȿ�ʹ�A�ᡢ���ؼ����ؕr�g���L����ˇ���w��ݔ����ų��ɚ��w����ϵ�y��ɡ�
�D1 ���t�����ΈD
1.2���t�ӵĎׂ���Ҫ�M�ɲ���
1.2.1�����ͼ���ϵ�y
������ϵ�y���Ă��ƗU�M��,ÿ���ƗU��һ��ֱ���R�_����,�������ƗU�����ƶ�ʮ���K�ư�ͮaƷ,�R�_�Ĺ����^���ư����ߜص��ͻ�����Ƴ�,ȱ�c���M�t��κ����_��,������,�轛���^��,���r���Q���ư�Ҳ�����f��,ʹ�É����L,����r�^�ߡ������͎��ɽ��ٿ�ܘ���,�е�݆�͂�݆,�ɜp���ư��\�ӕr��Ħ������
1.2.2�������
������������T��䓰��Ƴ�,�ɉ��s�՚���ƚ���y�T����_�P�T�������T���O����Ȼ�ⳣ��������⾀̽�y��,һ�����^Ϩ��,�������������c�����c��,����Ȼ���cȼ�����P�T�r����ڵĚ�����^С,�_�Tǰ�Ԅӌ���������,�@�r�t�ӱ�������,�ɷ�ֹ�՚��^����M��t��,��ɮaƷ���t�r���ٻ����������ɠt�T������c���M�����90°�������еďS���ڠt�T̎����һЩ���M,����ڠt�T�c���M�����180°,�ஔ�����L����s��,ʹ�aƷ�ij��t�ض���������,�_�T�r߀�ɜp���ⲿ�՚��M��t�ȡ�����,߀�s�����_���t�T�ĕr�g,�p�����_�T�r�ĺĚ�����
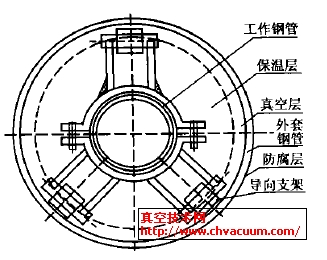
1.2.3�����t�w
�����t�ŵ���Ȍ��ɸߜ��ͻ���Ϙ���һ���Ϸ��鹰�εă�ǻ,ʹ�ý����f������ӟ�Ԫ��,�f���ֲ��ڃ�ǻ�ɂ�,����ֱ��ݗ�����aƷ�ϡ��䃞�c�Ǽӟ��Ӳ��c�ͻ���Ͻ��|,�����l���t�ܻ�t�z����۬F�t�ŵĵײ������ɂ��t�װ�M��,�t�װ�ɂ�߅����,ʹ�ư��ڰ��ۃ�ǰ��,�ɷ�ֹ�ư�ƫ�x�������ɿ��ۡ����ی����Pʽ��t���f��һ������̎���Ĺ���,����Ҫ���t�ؽ��͵�һ���ij̶�,�������ߌ��t�ȵĮaƷ���ư�ȫ��Ū��,�z��t�z���ܓp��r(���ܓp����,�ͱ�회��t�ӽ����Ҝ�,�_�w���Q�t�z) ,�ٌ��ư���������,���ع���,�ȵ��`�r�g�֚�����һЩ�ư���f�ۡ�ÿ���ӟ�^�Ϸ����bһ�����ż,����̖��������������Ԅӿ��Ơt�Ȝضȡ���ż���K㙟�ż,����һ�����ܵĄ����,��ֹ����M��,�܃ȳ䵪�Ᵽ�o�����ȬF����Ҫ�����u�n��ż,����r��,�m���ښ����ʹ��,���䷀�����^��,��Ư��,����轛���z�y����ǻ���ǎӸߜ��ͻ�u,������ǎ��p�|���شu��
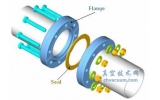
�������A��^���Ϸ���һ���Ś��,����һ�����|����,���Ś���ݳ��Ě������Ȼ�ⳣ�����cȼ,���O��һ�����⾀̽�y��,������ͬ����ڵ����⾀̽�y�����Ġt���ų����ЙC���|Ҳ���ڴ��Ɵ���ȶѷe,��ˠt��ʹ��һ���r�g��,�������ɟ���ȵ�����,��ֹ��Y�K�����t����Ⱦ�aƷ����t���Śⲻ����Ӱ푽��ٻ��|�����ڠt��Ś��̎߀�O�Рt���{���b��,�ɸ����������@ʾ���˹��M�Рt�ȉ����{����
������s�^����һ�������ͨ��,��ڰ��b�ˎ�Ȧ�~��ˮ��,��ͨ��sѭ�hˮ,ʹ�aƷ��ԓ�����^��ؽ��ء���sˮ�����˹�����,�ɸ�������ˮ���M���{������Щ�S�Ҍ�ˮ��^Ҳ�֞��,ÿ�οɪ�������ˮ����
�����t�ӵăɶ�߀���O��һ���^���,�ڿ��ۺ�̎��r�^��t����r��
1.2.4������b��
�������ڽ��ٻ���ˇҪ��ߜضΠt�Ț�՞���,���Ա���O��һ������b�á���λ����s�^����߅,һ���ָɚ��M�����׃�ɝ�����M��t��,�ރȑ���ȥ�x��ˮ(���ԁ�ˮ�Y��,����ɹ�·����) ������b��߀���мӟ�����ˮλӋ���ӟ������Ԅӿ��ƹރȵ�ˮ��,ˮλӋ���Ԅ��{���ރȵ�ˮλ,ʹ֮���ֺ㶨���@�Ӳ��ܱ��C������ķ���,�Ķ�ʹ���ٻ��Ӻܺõ؟��Y���մɱ��档
1.3���Ԅӿ���ϵ�y
����ԓ�t�Ԅӻ��̶��^��,���g�ˆT����ˇݔ��Ӌ��C��,�t�ӌ��Ԅ����������ˇ�^�̡������ˆT���΄����bж�aƷ��̎�����߀������һ����ܛ��,����Ҋ�D2 �������R��,��������,���ڲ�����