Q235A�ľ���ٵ����ٸ����B̼
�����քe����ʽ�t���Б��ӟጦQ235A���ľ���ٵ��M�п��پֲ������B̼�����ɵ�0.4 mm��ĝB �ӡ�ֱ�Ӵ����������Ӳ���_90��97HR15N(�ஔ��60��80HRc����)���M�����[���R���w ��
���������ٵ���ľ��Ʒ�ӹ����첻��ȱ�ٵ��оߣ��oՓ���ֹ��ٵ�߀�ǙC���ٵ����������� �������|��ֱ��Ӱ�ľ��Ʒ�ӹ��ı����|������ĥ���ڼ�����������ٵ���ʹ���еēp�� ��Ҫ�Ǿ��С����к�ĥ�p��Ӳ�ȷ���Ҫ��(≥60HRC)���ٵ�һ�㲻�����У���Ҫ�DZ��к�ĥ �p��ʹ�����ٵ��p�ĺ��轛��ĥ�ޏͣ�����ٵ��������������Ҫ���⣬߀��ԓ����ĥ�ƺ� ʹ�ã����F���ώ����Ľ��Æ�һ��̼�����(��̼0.7��1.0%)���һ�Ͻ��(GCr15 ·GrWMn��)������ٵ�����ĥ�ƣ�ʹ�Õr�ˬ�졣���ø�̼����䓻�Ͻ�����в��� ���w��Q235A��Q235B��命Ӻ���܈�Ƴɵďͺϲ���(�Q�N�)�ٵ����t�������õ���ĥ�Ժ� ʹ��Ч�������������ٵ��e�h�����в���������ֻ��1��2μm�����c[1]����Q235A��� �ٵ����þֲ��������ٝB̼�����M���ˌ���Һ��I��ԇ��о���
1��ԇ��c�Y��
����1.1���B̼�������Ƃ�
���������Ļ��W�M��(%wt)��40��60%̼��(��̼��)+30��40%̼���}(������)+5��10%����� ������ճ�Y����ˮ����o�Cճ�Y�����w�S����ЙCճ�Y����
�������ƣ����M��(�ۄ�)�������Ȕ������Ȼ�����ճ�Y���τ��Ƴ����F������Ը�����
����1.2�����o��(Ϳ��)�Ƃ�
������p�ٝB̼�^���и������a������Ч�B̼�����ʧ��߀���ڸ����ӱ�����Ϳһ�ӱ��o������ ����ڷ�����Ó̼Ϳ�ϣ���ُ�Ј��ϵ���Ʒ��Ҳ������(�Ѳ����ۡ��t���ۼ�ʯӢɰ��o�� ���ͻ�����м�����ˮ����������}�ճ�Y���{�Ƴɳ�)��
����1.3��Ϳ��
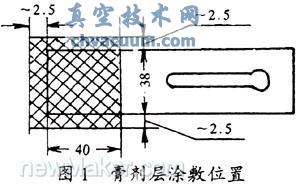
�����Ƃ�Ϳ��ģ�ߣ��������a�������Ƃ���ٵ�����ٵ�Ϳ��ģ�ߡ�ģ���Ծֲ��B̼��λ�_���� ���ߴ磬�ٿ��]������ɕr����λ�����տs��r���ضȈ��ķֲ����{�������^ԇ���_���� ����λ�����Ӻ�ȑ������в��̓ɂ�ҲҪͿ(Ҋ�D1)��
����1.4�����
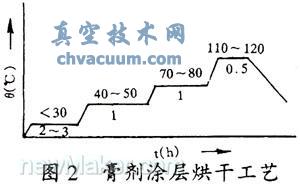
�������^ԇ�ģ�������^�õĺ�ɹ�ˇ(Ҋ�D2)���������<30��(�Ҝ�)ͣ��2��3h��Ȼ������� ��(�t)������O���Ҫ���L�ȡ��Ŀط��㿼�]��늺���(�t)���ˡ�ԇ�����Ⱥ�ɸ���Ϳ �ӣ�Ȼ��Ϳ���o������t�̕r��ɼ��ɡ��@���ڸ����Ӻ�ɕr�����F���Ѽy�����ݼ��ֲ�Ó ��ȿ���Ϳ���o���r�ޏ͡���p���_�Ѻͻ�ɽ�ڠ����ݣ���ǰ����ЩС��ס�
����1.5�����ٝB̼�c�Y��
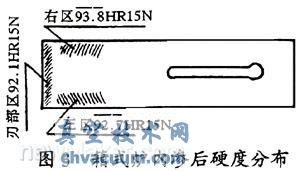
�����ٵ����w�ß�܈3mm��Q235A䓰��Ƴɣ��Bǰ���B����ĥȥ0.1��0.2mm����ȥ����܈�����ӡ� �� ��Ϳ�Ӻ�һ��s2.5mm�����o��<0.5mm��Ϳ��Խ��Խ���_�Ѽ����䡣����1000���SX2—4 —10��ʽ�t�ȼӟᱣ��5��10min��ֱ�Ӵ��}(��A)ˮ������Ӳ�Ȟ�91��93HR15N���ஔ��62��65HRC(Ҋ�D3)����ƽ�����L���y�W���w������5��������B�y�ÝB����Ȟ�0.45mm���M��Ҋ�D4��1000��×6min����B�B���ɱ�ӵ��^���� �^+�����^+�^�Ʌ^һ�룬�^�����^�м�С�����̼�����w�������B�M����Ӟ��[���R���w ���IJ����̼�R���w�������F���w��
������̽ӑ���I���õĿ����ԣ��c�Ĵ�ʡ��S�S������100kW���l�Б��ӟ��b�������ٵ��� ���ӟ�ֲ��������ٝBֱ̼�Ӵ�I��ԇԇ��24���ٵ��Y��Ҋ��1��
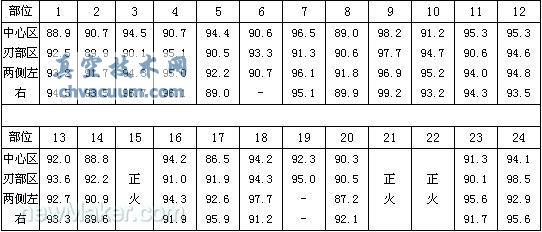
��1�Б��ӟ��ٵ��������پֲ��B̼������^Ӳ��(HR15N)ƽ��ֵ

��2��ͬӲ�șn�ε��ٵ�������ռ�ٷ֔�(�����ٵ�����)


�D4SX2-4-10��ʽ�t1000��×6m in�ֲ��������ٝB̼����M��(a)�����M��(b)��100×
2������ӑՓ
����2.1��Q235A����ٵ����������־ֲ��������ٝB̼��ԇ�����˷������_�� Ӳ��≥60HRC�� Ҫ����ʽ�t��1000��×5��10min���ٝB̼�ɫ@��0.35��0.45mm�B�ӡ���Ϳ�������� �r�´��Ӳ �Ȟ�92HR15N(�ஔ��65HRC)����߿��_94HR15N(�ஔ��70.5HRC)�������ڴִ�̼����W�� �w�Y����5�����mȻ���ٝB̼�ضȸߣ����r�g�̣������c̼����������L�W���w��̼�� �� �����������ʴ�����[���R���w�M����ԇ��C�����ڸ����Ӳ���̫�����Ĺ�̼���� �� �ޣ����øߜض̕r�B̼�ȳ�Ҏ�B̼��ˇ�����m�ˣ��r�g�L�˷���Ӳ��ƫ�ͣ��������FÓ̼�F��
����2.2�����l�Б��ӟ���ٝB̼����Ϳ��������r�B̼Ч�����á�ԇ��24���ٵ���ȥ3���� ��ģ�����21����Ӳ���_��90��95HR15N(�ஔ��60��74HRC)ռ76.5%��Ӳ��≥90HR15N���� ������ռ88.9%�����Ӳ��99.2HR15N(96.5HR15N�ஔ��80HRC)��Ӳ��≥88.8HR15N��(�ஔ�� ≥57HRC)ռ97.5%��Ӳ��<89HR15N���ٵ����Ǹ����ӻ��o���Ɠp������Ó�����£���߀�� ���B̼��
�����Б��ӟ�����ֲ����ٝB̼֮��������˸ߵ�Ӳ�ȣ���Ҫ��������ӟ��ٶȿ죬 �W���w������������ͬ�r�����ګ@�õĊW���w��̼��Ȳ�����ʹ�����R���w�ٴα����� �c�黯[2��4]������ڸБ��ӟ��^����䓼�(�ٵ�)���ȿ������أ�Ȼ���ق���o ����(�@�c�t�ȼӟ���rǡǡ�෴)���B���a���Ļ���̼ԭ�ӿɼ��r���������պ͔Uɢ����� �˝B���������ʡ��Б��ӟ���ٝB̼�������p�ؼ�������ʹ�в�Ӳ�ȡ����Ⱥ��g�Ծ��õ���ߣ�Ҳ�،�ʹ�ٵ��в���ĥ�����_����ʹ���в� ������������ĥ���h������ʹ֮������ĥ��ʹ��ˬ�졣�����N��ٵ��ă��c��
����2.3��Q235A䓵ĸ����ֲ����ٝB̼�ٵ�ԭ���ϱ��ˣ��ӹ�(����呡�܈)�����˻𡣾��� ���ϼ��ӹ��ɱ��ϵă��ݡ������ͱ��o������ԭ���ϱ��ˡ��ã��������Ƃ䡣��Ϳ������ ����ֹ������Ĺ������^��
3���YՓ
������Q235A(��A3)������ٵ������в��^�ֲ��������ٝB̼���H���_��������߀���^�ٵ��� ����Ҫ���ڄ��ܼ���С�����I������ʽ늠t���^�m�ˣ�Ͷ�Y�١����R�졣���������� �a��С�����I���Б��ӟ�ֲ��������ٝB̼��һ�Nֵ�ò��õķ������mȻ�Пo�@������Y �� �͔����ɽ��b��ԇ����ֻҪ��Q�˴��C�����ӵ�ƽ���ԺБ����OӋ���솖�}�������� ���a���|���ٵ��С����о��ǿ��еġ�












