H13 䓵�ұ��Ʒ�|(zh��)
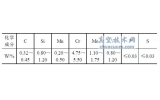
����Ŀǰ, ���⼺�V������늠t��������۵Ĺ�ˇұ��H13�, �����H13䓵ļ�����, �p�ٺ�������������|(zh��)���֔�(sh��)����0.014%�r, �Ϳ��Դ�����H13䓲ĵ�KIDֵ, ����H13䓵ĺ�����Ҫ���|(zh��)���֔�(sh��)������0.005%��0.008%֮�g���҇���ұ����䓹ɷ�����˾����늠tұ��+���T180mm��늘O��+�������+�ӹ��ɲ��@һ���a(ch��n)��ˇ, ÿ��������a(ch��n)2000t��������, 䓲Ļ��W�ɷݾ���, �M������, ���^�õĵ����Ժͼ����ȡ�
����H13��ǺϽ�Ԫ�غ����^�ߵ��^�����, ��ұ�����T��r�����F(xi��n)̼����ƫ��, ��䓏S��(j��ng)�܈���γɴִ��̼���������̼����Ĕ�(sh��)������С���ֲ���B(t��i)ֱ��Ӱ�䓲ĵĽM�������ܡ����˸���ģ����K��̎����ĽM������, ��丣��˹��˾��20���o60����������_ʼʹ��һ�N�M��̎���ķ���, ���Դ�����H13��Tģ�ĉ���������(n��i)���Ϻ��ڄәCе�S, �Ϻ�呉��C���S��H13䓰뾫呟��ģ���M��“�M��̎��”��
��������(n��i)�ь�H13��M����ϵ�y(t��ng)���A̎����ˇԇ�����Ԅ���������g��̼������e�֔�(sh��)(A%) ��ƽ������( d) �͆�λ��e̼�����(sh��)(Nc) �M���˶����y��, �����취�y���˳�Ҏ(gu��)���W���ܡ���(y��u)���OӋ����ԓ䓷N���A̎����ˇ, ���c��Ҏ(gu��)���˻�ˇ�ĽM�������M���ˌ��ȡ���ռ��g�W(w��ng)(http://shengya888.com/)����ԇ�Y(ji��)��, �@���������Ѓrֵ�ĽY(ji��)Փ:
����(1) �A��̎�����@�ظ�����H13 䓵ĽM��, ��Ч�����ˎ���̼����, ���p���˴ִ�̼����Ĕ�(sh��)��,�ɫ@�÷ֲ����ߴ缚С��̼����M����
����(2) �A��̎�������c��Ҏ(gu��)���˻�( 890������)�������, ���й�(ji��)�s��Դ, ���a(ch��n)���ڶ̵ȃ�(y��u)�c, �ڏ��ȡ������Ȼ������ஔ?sh��)�ǰ���? �����䓲ĵ����Ժ��g�ԡ�
����(3) ����, ߀�������һ�N1170����+720��ػ���ٴ��, �ػ�Ĺ�ˇ, ��Ŀ���cǰ���M��̎��һ�ӡ�