��ƫ��Ӳ�ܷ���y�ĵȏ����ܷ��OӋ��ˇ���M
������B����ƫ��Ӳ�ܷ���y�ĵȏ����ܷ�Ȧ�Y����Փ��������ܷ�Ȧ���ܺ��L��ʹ�É��������Ĺ�ˇ���M��
1������
������ƫ��Ӳ�ܷ���y������lչ�ܿ죬���ܷ�Ȧ�����ڵĶ��ӽY���lչ���ܷ�Ч�����ã�ʹ�É������L�����wʽ���ٽY����
2���Y�����c
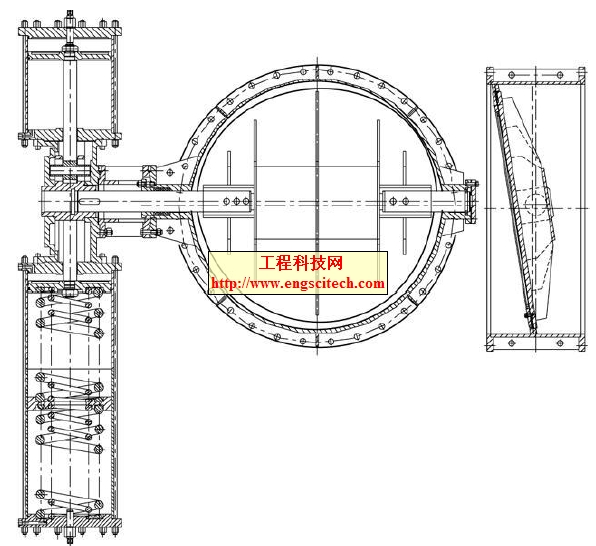
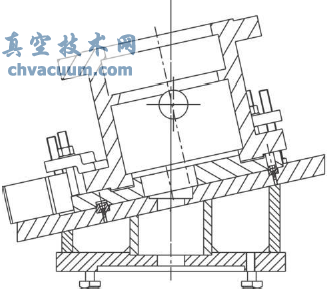
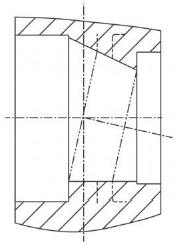
�D1 ���w�ܷ�Ȧ�Y������ƫ��Ӳ�ܷ���y

�D2 �����ܷ�Ȧ
������ƫ�ĵ��y(�D1)�ܷ�Ȧһ����ö��ӽY��(�D2�����A�ӻ��A��)����ΌӺ�ȃH2~3mm���Ķ��߂���һ���ď��ԣ����@�N�Y��Ҳ����ȱ�ݡ��ٶ���֮�g�����F�o���N�ϡ�������Ӳ�ܷ���y��Ҫ�^������ز��܌��F���ݼ��ܷ⣬���ΌӺ���^�����mȻ�����F�ܷ⣬�����c��֮�g���װl���N�������mȻ���õ��Ƕ��ӽY�������������ܷ����õ�ֻ������һ�ӡ���ˣ�ᘌ�һЩҪ����̵Ĺ��r�����������w�ܷ�Ȧ�Y�����mȻ���w�ܷ�Ȧ��һ���̶��Ͻ����ˏ��ԣ����������y�T��ʹ�É�������ѭ�h������ǧ�ε���r�����ܱ����^�õ��ܷ����ܡ�
3����������
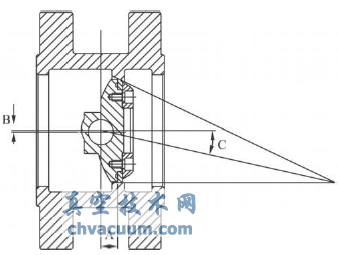
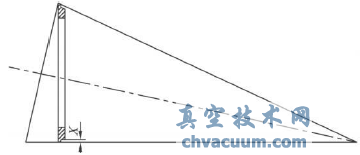
�������ܷ�Ȧ����������(�D3)���Կ������oՓ�Ƕ����ܷ�Ȧ��߀�����w�ܷ�Ȧ�������ܷ�Ȧ��߅����������׃�β����Ć��}���Ķ�Ӱ��ܷ��ԡ�����ܷ�Ȧ��߅����֧��߅������L�Ȳ�ͬ(����ڑұ��L�Ȳ����)����X1≠X2�����⣬�y�U�S������ƫ��B��Ӱ푣����y�U���ص������£��ܷ�Ȧ��߅���ܷ����ͮa���đ������ȣ��и߉����^�͵͉����^�������ܷ�Ȧ��߅��׃�β�һ�¡��@�N����߅��һ�µ�׃�Σ�Ӱ����y�T���ܷ�Ч��������ʹ�͉����^��a�������ܷ�ȉ�����Ҫ��������ز���ʹ�y�T�ܷ⣬���ǼӴ����ؕ����¸߉����^��ıȉ����^�ܷ����S�ñȉ��������y�T���ܷ��������½���
�D3 �ܷ�Ȧ��������
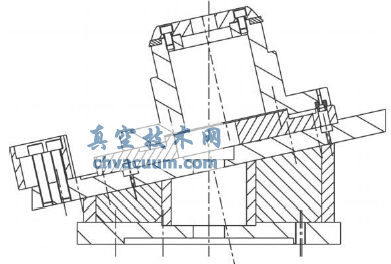
4���ȏ����ܷ�Ȧ�OӋ
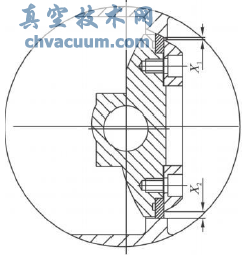
����ᘌ���ƫ�ĵ��y�ܷ�Ȧ��������Ӱ��ܷ����ܵ���r���Լ����w�ܷ�Ȧ���Բ����ȱ�c���OӋ��һ�N�µĸߏ��Եȏ������w�ܷ�Ȧ(�D4)��ʹX1=X2����������׃����͉��������ʹ���c�ܷ�Ȧ߅���ľ��x������ȣ��Լ��M���pС�y�U�S�ď���ƫ��ֵB���ܷ�Ȧ�c�y�����|���ܷ����õĺ���Ԟ�2~3mm���@���ڱ��C�ܷ�Ȧ���иߏ��Ե�ͬ�r�����ܷ�Ȧ��߅�γɾ���һ�µđ�����׃���������_�����õ��ܷ�Ч����
�D4 �ܷ�Ȧ��������
5���x�ļ��ӹ�
������ƫ��Ӳ�ܷ���y���ܷ�Ȧһ���x��304��304L�W���w���P䓣�䓲ď����^�͡����ܷ�Ȧ����^���r(�ȏ����ܷ�Ȧ���ܷⴽ���һ���2��3mm)�����a�����ԣ���Ҳ���a������׃�κ��N���������ܷ������½�����ˣ�����ʹ�ȏ����ܷ�Ȧ�@���^�õ��ܷ����ܣ��x��17-4PH��17-7PH����Ӳ��䓣���rЧ��Ӳ�Ȟ�32��36HRC����������>860MPa�������y���ܷ����϶Ѻ�Ⓕ�Ӳ�|�Ͻ�Ӳ�Ȟ�38��43HRC���ɂ��ܷ���֮�g����6��10HRC��Ӳ�Ȳ�ܷ�Ȧ���иߏ��Ե�ͬ�r�����װl���N�����@Щ��ʩ����@�����õ��L���ܷ������ṩ�˱��C��
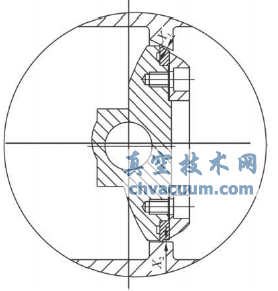
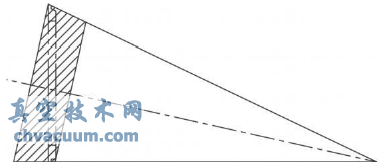
�D5 �ȏ����ܷ�Ȧ
�����ȏ����ܷ�Ȧ�ĽY�����⣬Ҫͨ�^�C�ӹ������ȥ��X�ߴ粿�ֵĽ���(�D5)����Ҫ㊴�һ��һ�ӵļӹ����@�ý�������ĵȏ����ܷ�Ȧ������ͨ�^5�S�ӹ������M��ԓ����ļӹ���ͬ�r���c�ܷ�Ȧ���|������ڑұ����L�ȵ����������弰����������OӋ�͙C�ӹ���Ҳ�Ǵ_���@�õȏ����ܷ�Ȧ���P�I��
6�����b�OӋ
�������˱��C�ȏ����ܷ�Y�����ܷ����ܣ��OӋ�˱��C�y���ܷ���͵����ܷ���(���ܷ�Ȧ)���ȵļӹ��b��(�D6���D7)�����y���ܷ���͵����ܷ���ļӹ���������ͬ�ĵײ�б�壬�_���ɹ����ĽǶ�һ�¡���ͨ�^������ͬ�Ĺ��b�M��ĥ���ӹ������Mһ������ܷ���ı��澫�ȡ�
�D6 �y�w�ӹ����b
�D7 �ܷ�Ȧ�ӹ����b
7���ܷ���ӹ�
����ͨ�^���ù��b���Ա��C�ɂ��ܷ���@����ȫ��ͬ�ĽǶȣ����@��һ���ı��澫�ȡ������ܷ�����һ���F���w��б�в��֣���܇��ĥ�������ӹ����D360°�r�����г��е��߿��D���]���c�������|�������٣�ֻ��һС�����г��е����c�������|�������٣��γ��˔��m�ļӹ��^�̡�������Ó�x�����͝u��������˲�g�����ܵ�˲�r�ě_�����@Щ���،��¼ӹ����������ڲ����ޏ͵�С�ߴ�ƫ���С�IJ�Ҏ�t׃�Ρ�
���������ܷ�����һ���F���w��б�в��֣�ʹ���y���ܷ���͵����ܷ��治���M����ĥ�������ܷ����С�ߴ�ƫ����^��ƽ����ֻ��ͨ�^�ܷ�Ȧ������׃���������@��Ҫ�Ӵ��y�U�����ء����������س����Ⱥ��y�T�ܷ����ܕ����͡����������@��ԭ����ƫ��Ӳ�ܷ���y���ܷ�ԇ�������ԇ�����ߵ�һ���R�电ֵ�r������й©(��Փ���������ǎ����y�T�ܷ�ģ�����Խ��Խ�����ܷ�)���@���R�牺���c�ܷ�����^��ƽ�ȼ��ߴ�ƫ������P�����^�������ܷ�Ȧë��(�D8)�����˸��wԭб�F�ߴ�ĽY�����@�����M���ܷ�Ȧ��܇��ĥ�ȼӹ��r�����߶�̎�������ӹ���B�������˲��B�m���������Ժܺõش_���ܷ�Ȧ���ܷ���ߴ羫��Ҫ��
�D8 �C�ӹ��^���мӌ����ܷ�Ȧ
�D9 �C�ӹ��^���мӌ����y���ܷ���
��������y���ܷ����ڼӹ��^����Ҳ̎���B�m������B�����{���y�w�IJ��ֳߴ磬���@���܌����y�w�|������(�D9)���������ӌ����y���ܷ��淶���ȶѺ�Ӳ�|�Ͻ���܇����ĥ���^���У��mȻ���_ʼ�������һ��߀��̎�ڲ��B�m�������������c�ܷ�Ȧ����ϵ�������Ч�ܷ�^������B�m���������ڙC�ӹ��^���в��üӌ����ܷ���ë����߀��Ҫ���M�y�w���ܷ�Ȧ�Ĺ��b�����ܱ��C����ӹ��ʹ_���ӹ����ȵ�Ҫ�������܇����ĥ�����y�����ܷ�Ȧ���ܷ����M����ĥ���������^�ı��治ƽ�ȣ��@�ý������R��ı��澫�ȣ��Ķ����C�������ܷ����ܡ����Mһ�����D���ߴ�ӹ���ȥ���˹�ˇ�������µĶ������֮ǰ���M���ܷ�ԇ�˹�ˇ�����ɱ��^�ߣ���Ⓕ�Ӳ�|�Ͻ�ĶѺ��������ӵȡ�
8���Y�Z
������ƫ��Ӳ�ܷ���y�ĸߏ��Եȏ����ܷ�Ȧ�������ܷ�Ȧ�������ֲ���ʹ�ܷ�Ȧ��߅���y�U���ص��������л����Ͼ���һ�µđ�����׃�Ρ�ᘌ��ڼӹ��^���еIJ��B�m�����͟o����ĥ���}��������������^���й�ˇ�ӌ��y���ܷ�����ܷ�Ȧ�ķ�������ʹ�ܷ����ڼӹ��^����̎���B�m������B�����������ӹ��l�������Ƶ��ߺ�����������r���@�ø��õı���ߴ羫�ȣ������Ԍ��F�y���ܷ���͵����ܷ������ĥ��ͨ�^�@Щ��ʩ�@����ƫ��Ӳ�ܷ���y�������ܷ����ܺ��L�ڵ�ʹ�É�����