�ߠt�����{(di��o)��(ji��)�y���Ʒ��������M(j��n)
���������{(di��o)��(ji��)�y�Ǹߠt�o��犠t��P(gu��n)�I�O(sh��)��֮һ�������Ч���ĺÉ�ֱ��Ӱ푸ߠt�ķ�(w��n)���\(y��n)�С����������{(di��o)��(ji��)�y�\(y��n)���ٶȿ졢���ƾ���Ҫ��ߣ���֮���y(t��ng)�����{(di��o)��(ji��)�y���(q��)�ӺͿ���ϵ�y(t��ng)����һ�����}���T����ԭ���L���ԁ팍(sh��)�F(xi��n)�������{(di��o)��(ji��)�y�ľ��_���ɿ�����һֱ��һ��(g��)�y�}��
������M��F(xi��n)���ߠt��Ч�����a(ch��n)����Ҫ��Ҫ�������{(di��o)��(ji��)�y�_�\(y��n)���ٶȲ���С��15(°)/s�����ƽǶ��`��ܴ���0.2°�����ڌ�(sh��)�H�����У������ܵ����y(t��ng)Һ�������y���������ԺͱRɭ��PaulWurthұ���g(sh��)����˾(PW��˾)�������O(sh��)�����Ƶ��T�����ص�Ӱ푣���˼�Ҫ���C�����{(di��o)��(ji��)�y�Ŀ���Ч���ܝM�㹤ˇ�ϵ�Ҫ����Ҫ���C�����{(di��o)��(ji��)�y���ڸ��N��(f��)�s�ⲿ�l�����L�ڿɿ��\(y��n)���ѳɞ�ߠt���Ƶ�һ���y�}��
�������ĽY(ji��)�χ���(n��i)�������ߠt�����{(di��o)��(ji��)�y��(sh��)�H���ƽ�(j��ng)�(y��n)�Լ����°l(f��)չڅ�ݺͼ��g(sh��)�����Ƚ�B��Һ�������y�(q��)�ӵ������{(di��o)��(ji��)�y���Ʒ��������Լ���(j��ng)�(y��n)��Ȼ���Bһ�N��Һ���ŷ��y�(q��)�ӵ����������{(di��o)��(ji��)�yϵ�y(t��ng)��ԓϵ�y(t��ng)���ЄӑB(t��i)푑�(y��ng)���Ժá����ƾ��ȸߡ���(w��n)���Ժõ����c(di��n)�����ڇ���(n��i)ij���ߠt�ϳɹ���(y��ng)�ã�������Q�˸ߠt�����е��@һ�y�}��
1�����ڱ����y�������{(di��o)��(ji��)�y����ϵ�y(t��ng)
����Ŀǰ����(n��i)�����ߠt����PW��˾�����ṩ�������{(di��o)��(ji��)�y���(q��)���b�ã�ԓ�����{(di��o)��(ji��)�y��Һ�������y�{(di��o)��(ji��)�(q��)�ӣ������_�P(gu��n)���ĸ���/���ٺ�ֹͣ��̖�������{(di��o)��(ji��)�y�M(j��n)���м��ٶȿ��ơ�����PW��˾�@�N�����������ã�ʹ���ڌ�(sh��)�H���̑�(y��ng)���Ќ�(sh��)�F(xi��n)�������{(di��o)��(ji��)�y�Ŀɿ����Ƴɞ���һ���y�}�����˽�Q�@һ�y�}���҂��ڹ��̌�(sh��)�`�н�(j��ng)�^����(f��)�о��͌�(sh��)�(y��n)�����Y(ji��)����һ�Nǰ�������m��(y��ng)�Ŀ��Ʒ�ʽ�������Ͻ�Q���ɱ����y�(q��)�ӵ������{(di��o)��(ji��)�y�Ŀ��ƺͿɿ����y�}��
1.1�������{(di��o)��(ji��)�y�\(y��n)���^�̷���
���������{(di��o)��(ji��)�y���Ƶĸ����������ڱ��C������\(y��n)�е���r�´_����λ�ÿ��Ƶľ��_�ȺͿɿ��ԣ����f�������{(di��o)��(ji��)�y�Ŀ���ԭ���ͷ������҂��б�Ҫ�Ȍ������{(di��o)��(ji��)�y���\(y��n)�Ӽ�ֹͣ�^���M(j��n)�з�����
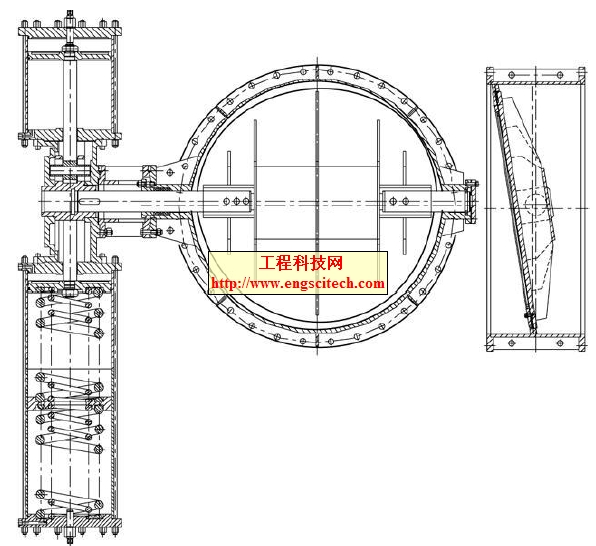
�����D1��ʾ��PW��˾�ṩ�ĸߠt�t������{(di��o)��(ji��)�y���ٶȄӑB(t��i)푑�(y��ng)������
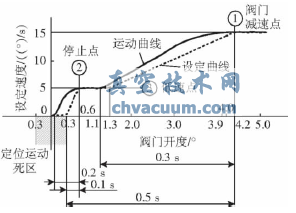
�D1 PW�����{(di��o)��(ji��)�y�ٶ���������
�����ĈD1��֪����������r�£�Ҫ�ڸ��ٕr(sh��)��(zh��n)�_ֹͣ�����{(di��o)��(ji��)�y����Ҫ��ȡ���²��E��
����(1)��һ��(g��)�A(y��)���p�ٽǶ�δj�l(f��)�������{(di��o)��(ji��)�y�ɸ����D(zhu��n)�Q�����ָ��ɈD1���Կ�����ָ��l(f��)���s0.3s�������{(di��o)��(ji��)�y�\(y��n)���ٶ���15(°)/s�½���5(°)/s���@���g�y�T�\(y��n)�ӵ��_��(�y�T�p�ّT�Խ�δhtj)��s��(15-5)/2×0.3=1.5°��
����(2)��(j��ng)�^һ�Εr(sh��)�g���ٶȷ�(w��n)����(푑�(y��ng)�����ϼs��0.1s)���y�T�ٶȷ�(w��n)����5(°)/s��ԓ�Εr(sh��)�g�����{(di��o)��(ji��)�y�\(y��n)�нǶ�(�y�T�C(j��)е�T��ͣ܇��δltj)��s��0.5°��
����(3)�ٶȷ�(w��n)�����ھ��xͣ܇�ǶȞ�δt�r(sh��)�o��ָֹͣ��(�ٶȽo��ֵ׃?y��u)?(°)/s)���y�T��s��(j��ng)�^�s0.2s��ֹͣ��ԓ�Εr(sh��)�g�����{(di��o)��(ji��)�y�\(y��n)�нǶȼs��(5/2)×0.2=0.5°��
�����ɴ˿�֪��Ҫ�_�������{(di��o)��(ji��)�y�Ĝ�(zh��n)�_ͣ܇���_�����m�Ĝp�ٽǶ�δj��ͣ܇�Ƕ�δtʮ����Ҫ��
1.2��ǰ������
�������^�������{(di��o)��(ji��)�yֹͣ�^�̵�ǰ�����ƾ�������ֹͣ�����^��������һ��(g��)���m�Ĝp�ٽǶ�δj��ֹͣ�Ƕ�δt��ͨ�^���@�ɂ�(g��)�ǶȵĿ����_(d��)���������{(di��o)��(ji��)�y�_�Ȝ�(zh��n)�_���Ƶ�Ŀ�ġ�
��������ÿ��(g��)�ߠt�����{(di��o)��(ji��)�yϵ�y(t��ng)��Һ��ϵ�y(t��ng)�����ԡ��ߠt����ϵ�y(t��ng)��ͨ�ŷ�ʽ���M��ͬ������������{(di��o)��(ji��)�y�Ĝp�ٽǶ�δj��ֹͣ�Ƕ�δtҲ���M��ͬ���ڌ�(sh��)�H�����O(sh��)Ӌ(j��)�У����Ը���(j��)�S���ṩ�������{(di��o)��(ji��)�y�����������ߠt����ϵ�y(t��ng)�����ٶ��Լ��Ƕșz�yϵ�y(t��ng)��ͨ���ٶȵ��A(y��)���һ��(g��)ֵ��Ȼ���ڬF(xi��n)���{(di��o)ԇ��ͨ�^�F(xi��n)����(sh��)�(y��n)���Ƕȼ���У����
����δjͨ������ʽ(1)�����
����ʽ�У�δhtf�������{(di��o)��(ji��)�y���Ӝp�ٽǣ����]���N�ӕr(sh��)���ش_����δhtf≈(2TS+Tti)V1�����У�TS�����������r(sh��)�g��ms��Tti�龎�a���ӿ��ӕr(sh��)�r(sh��)�g��ms��V1���y�T�����\(y��n)�ӳ�ʼ�ٶȣ�(°)/s;δhsw��p�ٷ�(w��n)���ǣ������������(j��)�F(xi��n)����(sh��)�H��r�{(di��o)��������ͨ���{(di��o)����3°���ҡ���ќp�ٽ���Ҫ������Ӌ(j��)��ǶȵĻ��A(ch��)�ϸ���(j��)��(sh��)�H�{(di��o)���_����
����δtͨ������ʽ(2)�����
����ʽ�У�δm�鱾���O(sh��)��ֹͣ��;δltf�������{(di��o)��(ji��)�y����ͣ܇�ǣ����]���N�ӕr(sh��)���ش_������(sh��)�H�{(di��o)ԇ�У����]���N�C�����غ�һ��ȡδltj+δltf��3°���ҡ�
��������ǰ�����Ʒ�ʽ�������{(di��o)��(ji��)�y�ڙC(j��)е��Һ��ϵ�y(t��ng)����������������B(t��i)��(w��n)������r�»����܉��C0.1°���ҵĿ��ƾ��ȡ����ߠtͶ�a(ch��n)���S���r(sh��)�g�����ƣ��y�T�ęC(j��)е��Һ��ϵ�y(t��ng)���Ԍ��l(f��)��һ����׃�����@�N׃����ʹ���Ʈa(ch��n)������(y��ng)���`�
1.3�����m��(y��ng)�ֶξ��Բ�ֵ������[1]
�������Q�əC(j��)е���Ը�׃��Ӱ푿��ƾ��ȵĆ��}���҂���ǰ�����ƵĻ��A(ch��)����������һ�N���Q��“���m��(y��ng)���Ƶķֶξ��Բ�ֵ��”�Ŀ����㷨��ԓ�������������2�N���Ʒ�ʽ�������ǰѲ�����ǰ�����Ʒ�ʽ�������{(di��o)��(ji��)�yϵ�y(t��ng)������һ��(g��)��ϻ�ӣ�����(j��)��ϻ��ݔ��/ݔ��֮�g���P(gu��n)ϵ��������(y��ng)�Ŀ���ģ��;Ȼ���ڿ���ģ�͵Ļ��A(ch��)�ϲ������m��(y��ng)���ƌ����ڙC(j��)е���Ը�׃�����خa(ch��n)���Ŀ����`���M(j��n)�ЄӑB(t��i)�a(b��)����
1.3.1���ֶβ�ֵ��
�����ڹ��̌�(sh��)�H���҂���(j��ng)���������@��һ�N��r������ij��(g��)���ƌ�������N���ƅ���(sh��)֮�g����ij�N����(sh��)y=f(x)�P(gu��n)ϵ���҂��mȻ֪������һ��������(n��i)�϶��н⣬���s���y���Ҳ�����_���ĺ���(sh��)�P(gu��n)ϵ��ֻ��ͨ�^�F(xi��n)����(sh��)�(y��n)�õ�xi�cyi�Č���(y��ng)�P(gu��n)ϵ�б�����(sh��)��
�����������φ��}�ɲ��ö�N�����������(y��ng)����(sh��)�P(gu��n)ϵ�Ľ⣬�����^�麆�Ό�(sh��)�õķ�������“�ֶβ�ֵ��”���ֶβ�ֵ��������ij�N���Ρ���֪�ĺ���(sh��)p(x)����һ��������(n��i)���Ƶر��_(d��)ijһδ֪�ı�����(sh��)f(x)��ͨ�^����֪���ƺ���(sh��)p(x)����⣬���ܽ��Ƶ����δ֪����(sh��)f(x)�Ľ⡣�Ɍ��������(sh��)p(x)�������µ�һ�A���Ժ���(sh��)
�����þ��Ժ���(sh��)(3)�������(sh��)f(x)�r(sh��)��ֻҪ֪��������(sh��)f(x)�е�������c(di��n)(xn��yn)��(xn+1��yn+1)�Ϳ������²�ֵ����ʽ�����Ƶ����(xn��yn)��(xn+1��yn+1)֮�g���κ��c(di��n)ֵ��
�����ɴ˿�Ҋ��������(sh��)f(x)�Č���(y��ng)�P(gu��n)ϵ�c(di��n)(xn��yn)Խ�࣬��ʽ(4)����õĽ���ֵy�ľ���Ҳ��Խ�ߡ�
1.3.2�����ƵČ�(sh��)�F(xi��n)
�������������{(di��o)��(ji��)�y����ģ�;���Ҫ�ҳ������{(di��o)��(ji��)�y�O(sh��)���_��αs�c��(sh��)�H�_��αa֮�g���P(gu��n)ϵ���������Ҫ�������{(di��o)��(ji��)�y����Ч���ƽǶȃ�(n��i)(ͨ����0��60°)�y��һ�M�O(sh��)���_��αs�c��(sh��)�H�_��αa֮�g���б�����(sh��)��Ȼ��ԓ�б�����(sh��)�M�ϳɺ���(sh��)αs=f(αa)���Ķ��õ������{(di��o)��(ji��)�y����ģ�͡�
��������(j��)�����{(di��o)��(ji��)�y��Ҫ�Č�(sh��)�H�_��αa��ģ���б�����(sh��)���ҵ�αs������]���c��(sh��)�H�_������ϵ��c(di��n)�r(sh��)�������ҳ��cαa�����ă��c(di��n)αa�cαa��Ȼ���_��αs�������������_���O(sh��)��ֵ�������{(di��o)��(ji��)�y�M(j��n)�п��ơ�
�����������������`����Ƴ���ӛ������{(di��o)��(ji��)�y���ε��O(sh��)���_��αs�Լ���(sh��)�H�_��αa�����õ�(αs��αa)���P(gu��n)ϵ��(sh��)��(j��)�����^αs�cαa��������ֵ�����O(sh��)���Ŀ����`��(����0.2°)�����S�Ŀ���ģ�͔�(sh��)��(j��)�r(sh��)�����Ƴ���?q��)��?alpha;a���ԭģ���б�����(sh��)�еČ���(y��ng)ֵ���Ķ���������{(di��o)��(ji��)�y�_�Ⱦ��ȿ��Ƶ�“���m��(y��ng)����”�^�̡�
�����F(xi��n)����(sh��)�H��(y��ng)�ñ�������ǰ�����ƵĻ��A(ch��)�ϲ������m��(y��ng)���Ʒ�ʽ�������{(di��o)��(ji��)�y�Ŀ���ͨ������ȡ�ñ��^�M��ĽY(ji��)�������ƾ���һ����0.1°���ң������ϱ��C�������{(di��o)��(ji��)�y���L�ڷ�(w��n)��������
����2 ���ڱ����y�������{(di��o)��(ji��)�y����ϵ�y(t��ng)���ڵ�ȱ��
����(1)����ϵ�y(t��ng)�ķ�(w��n)���Բ�
����“���m��(y��ng)���Ƶķֶξ��Բ�ֵ��”�mЧ���^�ò���ͨ����r���ܿɿ���(w��n)������������(d��ng)ϵ�y(t��ng)����(w��n)����׃���]��Ҏ(gu��)�ɕr(sh��)�����磺��Һ��ϵ�y(t��ng)�������ϵ�y(t��ng)�����oҎ(gu��)��׃���r(sh��)��ʹ���y������������
����(2)�y�ԝM��ӑB(t��i)�{(di��o)��(ji��)����Ҫ
�����Ќ�(sh��)�(y��n)�C��[2]���ڸߠt�����^���У�����(y��ng)�ں㶨���_�Ƚ�α�����ϵ�������Q���Ǻ㶨�ġ�Q�������|(zh��)��P���ϵ�����D������ρ���Ϲ��е�����W��֮�g���P(gu��n)ϵ�ɽ�����ʽ(5)��������
����ʽ�У���(d��ng)ǰ���ϵ�P��D��ρһ���������^����ֻ��W׃���������^����Ҫ���C�㶨��Q��Ҫ��׃α��Q׃������������D2��ʾ[2]��
�D2 �Ϲ���ʣ�������c���������P(gu��n)ϵ
����Ҫ���CQ��׃�����谴�ՈD2����׃��Ҏ(gu��)���{(di��o)��(ji��)α���о����������{(di��o)��(ji��)�Ƕ�һ����±2°���ҡ����y(t��ng)�����y�ӑB(t��i)푑�(y��ng)���Բ��ʹ��5(°)/s�ĵ�����r�£�Ҫ�M(j��n)��±2°�ĄӑB(t��i)�{(di��o)��(ji��)Ҳʮ�����y��
����(3)������ϵ�y(t��ng)Ҫ����^��
���������{(di��o)��(ji��)�y�иߡ��̓ɂ�(g��)�\(y��n)���ٶȣ����ٕr(sh��)�����\(y��n)���ٶȲ�С��15(°)/s�����ٕr(sh��)��5(°)/s������҂����O(sh��)����ϵ�y(t��ng)I/O�ӿڰ�����ٶ����죬ͬ�r(sh��)���Ծ��a����(sh��)��(j��)ͨ�^������ݔ?sh��)����t�����أ���(d��ng)���ƾ���Ҫ�ֱ��������±0.2°�ĽǶȕr(sh��)����������ڑ�(y��ng)�飺
�������ٕr(sh��) TS≤(0.2/15)×1000=13(ms)
�������ٕr(sh��) TS≤(0.2/5)×1000=40(ms)
�����ɴ˿�Ҋ���鱣�C����ϵ�y(t��ng)�ֱܷ��±0.2° �Ŀ��ƾ��ȣ�����Ҫ��ϵ�y(t��ng)CPU�������ڲ�����40ms��������]���������أ��t����ͨ����(y��ng)������20ms���@�o�ߠt����ϵ�y(t��ng)�����һ��������Ҫ��(d��ng)���ò�ͬ�Ŀ���ϵ�y(t��ng)�r(sh��)������ϵ�y(t��ng)���ܲ�ͬ���������{(di��o)��(ji��)�y�Ŀ���Ч���͕���һ��Ӱ푡�
�������˿˷�����ȱ�c(di��n)����ұِ�Ϲ��̼��g(sh��)����˾�_�l(f��)���˻���Һ���ŷ��y���Ƶ������{(di��o)��(ji��)�y����ϵ�y(t��ng)��
3�������ŷ��y�������{(di��o)��(ji��)�y����ϵ�y(t��ng)
3.1���ŷ��y����
����Һ���ŷ��y�ӑB(t��i)푑�(y��ng)�ٶȿ졢���ƾ��ȸߣ�֮ǰ���V����(y��ng)����܈�C(j��)�ĉ��¿��Ƶ�Ҫ��߾��ȡ�����푑�(y��ng)�Ĉ����С��D3�o�����ŷ��y�ͱ����y��푑�(y��ng)������
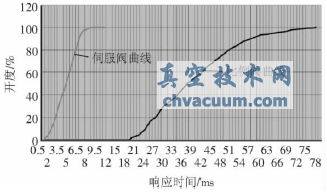
�D3 �ŷ��y�ͱ����y푑�(y��ng)����
����ͨ�^�����ɵõ����½Y(ji��)Փ��
����(1)�����y���A�S��̖��푑�(y��ng)���t�r(sh��)�g�s��20ms���ŷ��y�s��0.5ms������ŷ��y��ݔ����̖���`���ȼs������y��40��;
����(2)�����y���A�S��̖��푑�(y��ng)��0��100%�Õr(sh��)��s��80ms�����ŷ��y�Õr(sh��)��s��9ms������ŷ��y�{(di��o)��(ji��)�ٶȼs������y��9��;
����(3)�ŷ��y�ӑB(t��i)푑�(y��ng)�ٶȼs������y��7����
���������ϽY(ji��)Փ��֪���ŷ��y�����^(q��)���ӑB(t��i)푑�(y��ng)�Ϳ����{(di��o)��(ji��)�����^�����y�����Ѓ�(y��u)�ݡ�
3.2��Ӳ���M��
�����҂����øߠt����PLC�������{(di��o)��(ji��)�yϵ�y(t��ng)�M(j��n)�п��ƣ���ϵ�y(t��ng)��D��D4��ʾ���D��1��PLC���������w��Ҫ��PLC��CPU���Î����c(di��n)�\(y��n)���Ԫ��32b̎�������������������ڲ�����20ms���Ķ��_��Ѹ�ٜ�(zh��n)�_�،��ŷ��y�M(j��n)�п���;2��������Դ�ӿڣ������ⲿݔ���Դ�ӿ��Լ�����������y�T�Ŵ�����;��a�����ⲿ�O(sh��)�乩늵��Դ�ӿ�;3��PLCݔ�����ٶȿ���ָ��ŷ��y�yоλ�Ʒ�����ģ�M����̖�ӿ�(��ģ�M���ӿڲ��ø���ģ�K);4�������{(di��o)��(ji��)�y�yλ�z�y���a��7��8�cPLC֮�gͨ�ŵĸ��پW(w��ng)�j(lu��)�ӿ�;6����Һ���ŷ��y�(q��)�ӵ������{(di��o)��(ji��)�y����ɸ���(j��)����ϵ�y(t��ng)ݔ����4��20mA������̖���y�T�M(j��n)���ٶȿ��ƣ�ͬ�r(sh��)�ɸ���(j��)��Ҫ�����yоλ����̖����������ϵ�y(t��ng)��
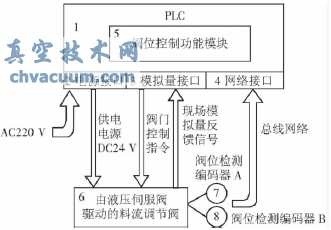
�D4 �ŷ��y����ϵ�y(t��ng)��(g��u)�ɿ�D
�����ɈD4���Կ�����ԓ����ϵ�y(t��ng)���п��١��߾��ȿ�������ĸ��ٿ�����������̖�ӿڣ��Ɍ����N��̖�Ϳ��Ƴ����M(j��n)�и���̎����ϵ�y(t��ng)����ӿڲ����˾W(w��ng)�j(lu��)��ʽ���܉㡢���ٵ،����N��̖ͨ�^�W(w��ng)�j(lu��)�͵�����ϵ�y(t��ng)��
3.3������ܛ��
�����D4�е�5�������{(di��o)��(ji��)�yλ����ģ�K��ԓģ�K�������{(di��o)��(ji��)�y���Ƶĺ��Ŀ���ģ�K�������c(di��n)���܉��ڻ������a(ch��n)�����{(di��o)����r�������{(di��o)��(ji��)�y�M(j��n)�п��١����_�Ķ�λ��λ�ø��S���ơ�ԓ����ģ�K�������{(di��o)��(ji��)�y�_�ȿ����^�̷֞�ɂ�(g��)�A�Σ���1�A�Ξ��(q��)�������{(di��o)��(ji��)�y�����_���A�Σ���ԓ�A���У�ģ�K������(j��)�����{(di��o)��(ji��)�y�Č�(sh��)�H�_�Ⱥ��O(sh��)���_��֮�g���P(gu��n)ϵ���a(ch��n)��һ��(g��)�����_����̖ʹ�����{(di��o)��(ji��)�y�����_������(d��ng)�����{(di��o)��(ji��)�y��Ŀ��(bi��o)ֵС��һ����(sh��)ֵ�������{(di��o)��(ji��)�y�Ŀ��Ƅt�M(j��n)���2�A��;�ڵ�2�A���У���ģ�K�㷨�Ŀ����£��y�T�ٶ��SĿ��(bi��o)�Ľӽ����pС����(d��ng)�_��С���O(sh��)���`��������{(di��o)��(ji��)�y�M(j��n)�댦�O(sh��)��ֵ�ĸ��S��B(t��i)��ԓ����ģ�K���п��ƾ��ȸߣ��y�T푑�(y��ng)�ٶȿ��Ҳ����y�T�C(j��)е���Ժ�Һ��ϵ�y(t��ng)����׃��Ӱ푵����c(di��n)���܉��Cϵ�y(t��ng)�L�ڡ��ɿ��ع�����
3.4��������
�����D5���ڇ���(n��i)ij���ߠt�ϲ��õ��ŷ��y����ϵ�y(t��ng)�������y���������D���ɈD5���Կ�����
����(1)�����{(di��o)��(ji��)�y�O(sh��)���_�ȽǶȞ�46.5°�����ŷ��y�(q��)�ӵ������{(di��o)��(ji��)�y�Ʉ���ָ��l(f��)�����y�T�_��46.305°(�����ڹ�ˇҪ��0.2°�Ŀ��ƾ���)�����M(f��i)�ĕr(sh��)�g�s��2.2s�������y(t��ng)���ɱ����y�(q��)�ӵ������{(di��o)��(ji��)�yͨ����Ҫ4s���ϡ��ɴ˿�Ҋ�����ŷ��y�(q��)�ӵ������{(di��o)��(ji��)�y�{(di��o)��(ji��)�ٶ��DZ����y�(q��)�ӵ������{(di��o)��(ji��)�y�{(di��o)��(ji��)�ٶȵ�1.8����
����(2)���ٶ��O(sh��)���������Կ������������{(di��o)��(ji��)�y�_���^���У��_ʼ�ٶ��O(sh��)�������ֵ���y�T��ȫ���_����(d��ng)�y�T�_��һ���Ƕ�(��ģ�K�㷨Ӌ(j��)��o��)���ٶ��O(sh��)���ڿ���ģ�K�Ŀ����¿����½���һ��(g��)�^С��ֵ���Ķ�ʹ�����{(di��o)��(ji��)�y���ٜp�٣�Ȼ�����ٸ��S�O(sh��)���ٶȵĄ�����B(t��i)���ɴ˱��C���y�T�����^�̵Ŀ����ԡ���(zh��n)�_�ԺͿɿ��ԡ�
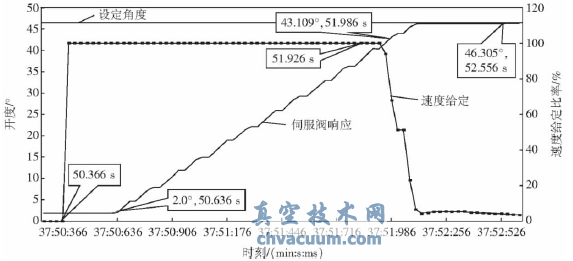
�D5 ��Һ���ŷ��y�(q��)�ӵ������{(di��o)��(ji��)�y����Ч��
4���Y(ji��)Փ
�����������Փ���҂��ó��Y(ji��)Փ��ԓ����ϵ�y(t��ng)�oՓ���\(y��n)���ٶȡ������`���ȡ����ƾ��ȺͿɿ��Եȷ�����Ȼ��ڱ����y����������ϵ�y(t��ng)���^��(y��u)�ݣ����ڿ��Ƹߠt�����{(di��o)��(ji��)�y��ȫ���ԝM�㹤ˇ���١����_�Ŀ���Ҫ��
������Һ���ŷ��y�(q��)�ӵ������{(di��o)��(ji��)�y�������ϵ�y(t��ng)����2009���ڇ���(n��i)ij���ߠt�ϵõ��ˑ�(y��ng)�ã�������ԡ����_�Ⱥͷ�(w��n)���Եȷ����ȡ�����^��Ч�����҂����^�m(x��)���ŷ��y����ϵ�y(t��ng)�M(j��n)���M(j��n)һ�����о��͌�(sh��)�`���Ԍ�(sh��)�F(xi��n)�ߠt���������ϵ�Ҫ��
�����īI(xi��n)��
����[1]�����t.��“�����m��(y��ng)���Ƶķֶξ��Բ�ֵ��”��(sh��)�F(xi��n)�����{(di��o)��(ji��)�y�ľ��_����[J].��F���g(sh��)��2002(3)��37-40.
����[2]��ʣ�������.�ߠt�����{(di��o)��(ji��)�y�������Ƴ�̽[J].��䓼��g(sh��)��1995(2)��25-28.