T���c��ֹ�y�y�w�ļӹ�
1������
����T���c��ֹ�y�Ǻ˰�ȫ2��3���y�T,���b��CEFR���c�o��ϵ�y�Ĺܵ���,��220�����ϵĹ����ض���,���ܵ���Һ�B�����c�M��ݔ�ͺͽؔ�Ŀ��ơ���ʹ�õ�Ҫ��Q���ˌ��y�w��ǻ����ֲڶȼ����ȵļӹ��P�I�ԡ�
2���y�w�Y������ˇ����
�����y�w�M���ɷ��m���y�w��֧�εȽM����һ�w(�D1),�Y���Π���^���s��3�N����IJ��Ͼ���316(��1) �������ϼ��Π��Ҫ�����呼�ë��,�����y�w���ڱ���ֲڶȵ�����Ҫ�����ģ味���,�y�w���m���y�w֧�β�����ͨ�����Ρ����������y�wë��ֻ�ܱ��C�����݆�����γ�,���ǻ���ܷ�����б���ȱ���(�֞����D����)��횽��^�Cе�ӹ��γ�,�����C�⻬�B�ӡ����,�y�w��ǻ�ļӹ��DZ��C�|�����P�I��
��1��316����̎����ęCе����MPa

3���y�w�ӹ�
3.1������
���������y�w�Y������ˇ�����_����ˇ���̞����→����̎��→�z�(���W�ɷ֡��Cе���ܡ�̽��)→�C�ӹ�→����(�Ѻ��ܷ���) →�ػ�̎��→�C�ӹ�→̽��(�ܷ��桢�����¿�) →����(�Y����) →�C�ӹ�→̽��(�Y����) →�C�ӹ�→�Q��→�z
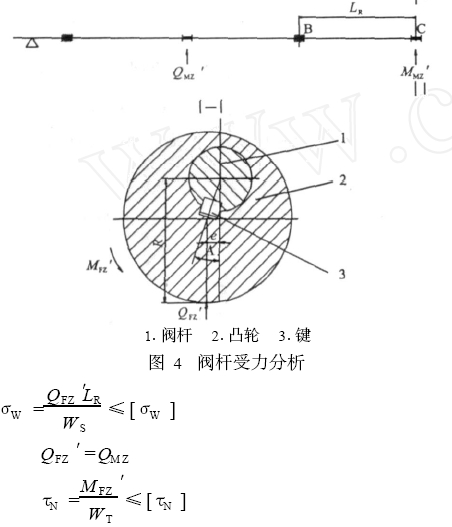
�����y�w���ܷ�����90°�F��, �Ѻ�Stellite, ��Ӳ��≥45HRC, �ܷ���Ѻ�ǰ���y�w�M���˴ּӹ�,�Ѻ����y�w�M����ȥ����̎��, ���_���ܷ���ֲڶ�Ra=0.4μm ��Ҫ��, ��ˇ�����M�дּӹ��;��ӹ�, �ٲ��Ì��ù��b���ܷ��澫��, �Ա��C�ܷ���ֲڶ���ȫ�����OӋ�D��Ҫ��
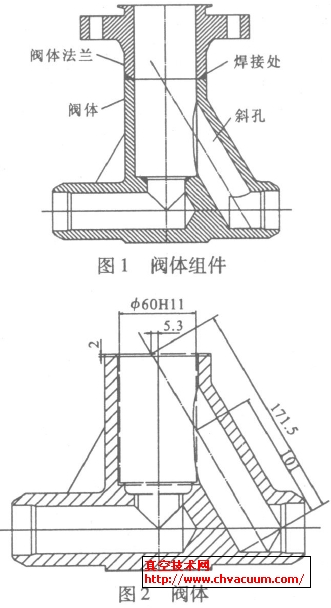
�����y�w��ǻ�ȿ��c�Ҷ�ͨ����һ�c��ǻ�A��30���c����ƽ�е�б��(�D2) , ԓ�������y�w�c���m�M��ǰ���Cе�ӹ��γ�, �@һ�ӹ��ߴ羫�ȼ�λ�þ��Ȳ��ó��õęCе�ӹ��������y�_��Ҫ���_���@һ�ӹ�����, ���y�w��ǻ�ּӹ��������ǻ�ȿ׳ߴ羫��, ���Դ˿�����λ���ʲ��Ì��õ�б���@ģ���б�Ĵּӹ������ӹ�, �����_���OӋ�D��Ҫ��
3.2��б�ӹ�
�������y�w����Ĵּӹ���,�y�w��ǻ�ӹ��鹤ˇ�ȿ�ֱ��60H11,��Ȱ��ܷ�����϶���������1mm�ӹ���б�ļӹ����M�����, б��������@�^���|����ǻ�ȿמ����, Ӌ���ߵ����x, �����@�^�@��, ���Ì��õ��M���U�������M��,��ɾ��ӹ����鱣�C�@�^�@�Ĝʴ_λ��, �OӋ��б���@ģ(�D3),б���@ģ�c�y�w�Ķ�λ�����y�w����Ĺ�ˇ�ȿ�ֱ��60H11,ͬ�rб���@ģ�Ŀ������c�y�w����Ķ����������@ģ��λƽ����б���@ģ�϶���ľ��x���P��
3.3������
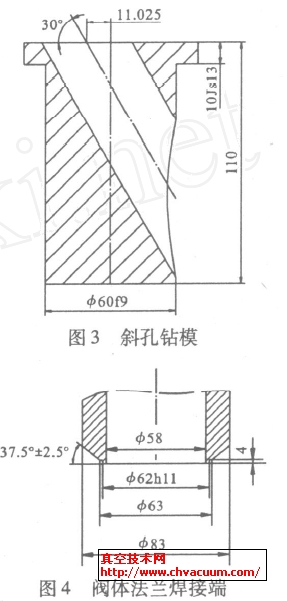
�������m�c�y�w����ǰ�ּӹ��ijߴ�(�D4) �c�������ܼ������p���侀̽�������P�����m�ּӹ��ȿ�������5mm,���m���߶�������7mm(�϶���������3mm,�¶˺����¿�̎������4mm),���ӹ�����ˇֹ��ֱ��62h11,�߶�4mm,�����¿�37.5°,��ֱ��63mm̎܇�����y�w�϶˃ȿӹ�����ˇ��ֹ��ֱ��62H11�����2mm,�M����, �y�w�����ȿ�܇��ֱ��62mm,�M���侀̽���z
�����y�w����Ĵּӹ���λ���y�w�ɶˡ���ǻ�ܷ���Ѻ����桢б���y�w�c���m����̎�ȡ��y�w�M�����ӕr, �ȶѺ��ܷ������M���y�w�c���m��֧�εĽM��, ���뾫�ӹ���̽���z�ϸ���M�о��ӹ����y�w�����ľ��ӹ���Ҫ���ڼӹ���ǻ����, ͨ�^���ӹ����C��ǻ�����ijߴ繫�����ֲڶȵ�Ҫ��, ����б�ı���ֲڶȼ��ܷ���ı���ֲڶȿɲ����Q����ĥ�ķ����_��Ҫ��
4���Y�Z
���������ęCе�ӹ���ˇ�����b, ��Q��T���c��ֹ�y�y�w�и߾���б�ӹ����M������ǰ�ӹ��������}, ���c�y�T�����a�����˗l����