���������y�y���T������ԭ�����
����ͨ�^���ࡢ��ڡ����W�ɷַ��������W���ܜyԇ�ȣ������|��20CrMoV�Ĵ��������y�y���T�����oˮ��ԇ�r�l�����ѵ�ԭ���M���˷������Y��������ԓ�����y�y�����ѵ�ֱ��ԭ�����T���ȱڴ���δ���M���Ѽy���a�����γɵĺ����Ѽy�����g��ԭ�����T�������|���^�
�������|��ZG20CrMoV�������y�y��������ע�����������ػ����ּӹ������T���ȱڰl�F��̎ȱ�ݣ���ȱ��̎�M���a�����a��ǰ��250��300���A�������M���oˮ��ԇ�r����ˮ���_��10MPa�r���T��ͻȻ�l�����ѣ����Ѻ�ĺ��^��òҊ�D1����������a�����c�l�����ѵ��Pϵ�����Č��y���T������ԭ���M���˷����о���
�D1 �y�����Ѻ���^��ò
1���z��
���������y���T�����^��λ�����ÙCе�ӹ��������T�����Ѽy̎���_�����T���֞����ɉK���Ѽy������^�^�죬�^���ڔ���Դ�����քe�ڔ���Դ���oȱ�݅^�ÙCе�ӹ�������ȡ6�Kԇ�ϣ�����1#��2#��oȱ�݅^ԇ�ϣ�3#��6#�����Դԇ�ϡ�
������4#ԇ�ς��ã���3#ԇ������ȡ�ͱ�ԇƬ���z��T�����^�ͱ��M�������ڵͱ�ԇƬ����ȡ���W�ɷַ���ԇ�Ӻ����W����ԇ�ӣ��z��T���Ļ��W�ɷּ�ȱ�ݸ������W������r����3#ԇ�ϔ���Դ̎��ȡ��R����ԇ�ӣ���������Դ�^���^�����ò���^�����ò��ĥ����Rԇ�Ӄȱ��棬��������Դ�^ȱ���^��ò�Լ��M�����A�s������ȵȡ�
������1#��2#ԇ���ϸ�ȡ���W����ԇ�ӣ��z��T�����W���ܣ���ĥ��һ���_��ԇ�ӣ��z��T���oȱ�݅^�@�M�����ǽ��يA�s�P�����ȣ����c����Դ�^�����Y���M�Ќ��ȷ�����
������6#ԇ�ς��ã���5#ԇ�ϔ���Դ�^��ȡ����ԇ�ӣ���������Դ�^�M����ȱ���^��ò���������������M�лػ�̎�����ػ�ˇ��720��×6h�t�䣬�ػ�̎������ȡ���W����ԇ�ӣ��������»ػ�����W�����Ƿ��������ơ�
2���z�Y��
2.1�����^����^��Y��
�������y�����Ѽy���_���^�죬�l�F�y����ڞ��Դ���ѣ�����Դ��Ҫ�֞�������һ���Դ(�Q��һ���Դ)���^��òҊ�D2����һ���Դ���ɺ���ȱ������(�Q�ڶ����Դ)������^��òҊ�D3�����Կ�������һ���Դ��Ҫ�֞������^�քe�飺1�^������Դ�^�����Ǿ�����Դ���ǃɂ���ͬƽ���_�A���B��ƽ�棬�ʺ�ɫ������ڊA���ΑB��2�^�����єUչ�^��ԓ�^�ؔ���Դ�^�Uչ�������@�ĔUչ�l�y���ڔ��єUչ�^߀�l�F��ߴ�ն�(�L45mm����12mm����150mm)��3�^��˲�r���х^����Ҫ�ֲ����T����ڣ��������ѵą^��
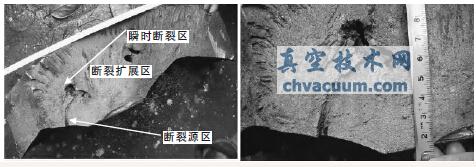
�D2 һ���Դ���^�ΑB�ֲ��Ŵ�D
�D3 �ڶ����Դ���^��ò
2.2���ͱ��z�Y��
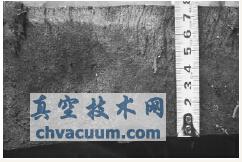
������3#ԇ������ȡ�ͱ�ԇƬ����50%�}��ˮ��Һ���g���^�죬�T���ͱ��M���б��^���صĿs�ɡ�ƫ�����c���ȱ�ݣ����д�ߴ�s�ף��ͱ��M�����^��òҊ�D4��
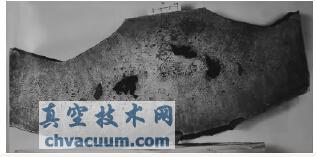
�D4 �ͱ��M�����^��ò
2.3�����W�ɷַ����Y��
�����ڵͱ�ԇƬ����ȡ���W�ɷַ�����ԇ�ӣ��z��T�����W�ɷ֣��Y��Ҋ��1����V�Գ����˜�Ҫ�������⣬����Ԫ�ؾ�����JB/T3285-83[3]�˜ʵ�Ҫ��
��1 ���W�ɷַ����Y��w(%)
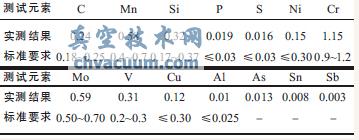
2.4�����W���ܙz�y�Y��
�����T�����W���ܙz�y�Y��Ҋ��2�����Կ������T���oȱ�݅^(1#��2#ԇ��)�ď��ȷ���JB/T3285-83�˜ʵ�Ҫ���T�����Ժ��g���^�δ��ψ��Aku2��������JB/T3285-83�˜ʵ�Ҫ���T����һ���Դ̎(3#ԇ��)����ָ�˷���JB/T3285-83�˜ʵ�Ҫ�����Ժ��g���c�oȱ�݅^��ȸ���Բ�����JB/T3285-83�˜ʵ�Ҫ���T���ڶ����Դ̎(5#ԇ��)�����»ػ�����W���ܙz�y�Y���c�]�����»ػ��1#��2#��3##ԇ�ϙz�y�Y����ȣ����Ժ��g�������@��ߣ����ȡ����Ծ�����JB/T3285-83�˜ʵ�Ҫ���g���Բ�����JB/T3285-83�˜ʵ�Ҫ��
��2 �T�����W���ܙz�y�Y��

2.5������(�߱�)�z�Y��
����2.5.1 �ǽ��يA�s��z�Y��
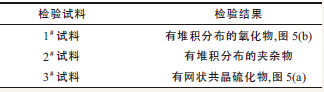
�����ǽ��يA�s��z�Y��Ҋ��3����һ���Դ�^�����^�࣬�оW�����������ڣ�Ҋ�D5(a)���ڟoȱ�݅^Ҳ�l�F�жѷe�������Ҋ�D5(b)��
��3 �ǽ��يA�s��z�Y��
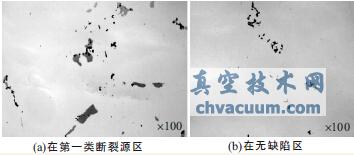
�D5 �ǽ��يA�s��
����2.5.2 �����șz�Y��
�����oȱ�݅^����һ���Դ�^�����Ȳ�e����GB/T6394-2002[1]�˜��M���u����ƽ�������Ⱦ���6.0����
����2.5.3 �@�M���z�Y��
�����oȱ�݅^����һ���Դ�^�@�M����e�������F���w+��������w��Ҋ�D6��
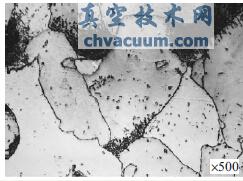
�D6 �T���@�M��
����2.5.4 ��һ���Դ�^ȱ���^�ΑB�����Y��
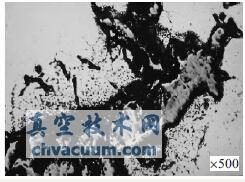
�����ڔ���Դ̎��ȡ����Rԇ�ӣ�ĥ���T���ȱ��棬δ�����g���@�R���^�죬�l�Fȱ���������ɿ����������Ѽy��Ҋ�D7�����Ѽy�ȳ�M�������4%����ƾ���Һ���g���^�죬�Ѽy�ɂ�δ�l�F����Ó̼�F�����Ѽy�ɂȰl�F�о��g�Ѽy��Ҋ�D8��

�D7 ����Դ�^�Ѽy�ΑB
�D8 ����Դ�^�Ѽyβ�����g�Ѽy�ΑB
����2.5.5 �ڶ����Դ�^(����ȱ�݅^)ȱ���^�ΑB�����Y��
�����ڵڶ����Դ�^(����ȱ�݅^)��ȡ����ԇ�ӣ�ĥ���T���ȱ��棬δ�����g�^�죬�ں��Ӆ^�����Ѽy��Ҋ�D9���Ѽyƽֱ���֮�g��һ���A�ǣ��Ѽyĩ�˼��J����ƴ���Ѽy���Ѽy��������������g���^�죬���Ӆ^�M����ؐ���w���Ѽy�ɂ�δҊÓ̼�F��Ҋ�D10��

�D9 ���Ӆ^�Ѽy�ΑB

�D10 ���Ӆ^�Ѽy�c�M��
2.6��������R�����Y��
������һ���Դ�^����^��ò��s�ɣ�δҊ�ǽ��يA�s�P�A����Ҋ�D11����������^�ΑB��ʽ�����

�D11 ����Դ�^�s��
3�������cӑՓ
����(1)�ͱ��z����C�����T�����ڱ��^���ص��T��s�ɡ��c���ȱ���Լ���ߴ�Ŀs�ף����ϙz��f����ԓ20CrMoV�T���ĝ�ע�|���DZ��^��ġ�
����(2)�����W���ܙz�y�Y���������oՓ���T������Դ�^��߀�ǟoȱ�݅^��δ5��ψ������ָ�˾�������JB/T3285-83�˜ʵ�Ҫ��ԇ�ϰ�ԭ��̎����ˇ�����»ػ�һ�Σ��T�������W����������ߣ����Բ�����JB/T3285-83�˜ʵ�Ҫ��AKV2ֵ��Ȼ�ܵͣ��@Ȼ�����y���⣬�T�����W������Ҫ�����ǝ�ע�|�����^�
����(3)�ğoȱ�݅^�c��һ���Դ�^�ĊA�s��������Լ��@�M�����ȷ����Y����������һ���Դ�^�c�����^�������^���A�s������ȼ��e���@�M�����^һ�£���ˣ��T���ı����c�T�����ϵĊA�s�ﺬ���������ȴ�С���M����B�]��ֱ���Pϵ�����ǽ��يA�s�ﺬ���࣬�����ڹ����A�s��W��A�s��Ͷѷe�A�s������������T�����W�����^�������֮һ��
����(4)����R�����Y����֪����һ���Դ�^����Դ���^��ò���T��s�ɣ���δ�l�F�A�s�P�A������ˣ��@�Mһ���C�����T���ı��ѣ��c���ϵĊA�s��]��ֱ�ӵ��Pϵ��
����(5)�ĵ�һ���Դ���^�ΑB������������Դ̎�����ɿ����������Ѽy���Ѽy�Ȳ���M������������Ѽy�ɂ��Д��l�����Ѽy���ĺ���ȱ�݅^����Դ�^�ΑB���������ں���ȱ�݅^����ԴҲ�����Ѽy���������Ѽy�ăȲ�Ҳ��M������@�Ϳ��Կ϶����T�����ѵ�ֱ��ԭ�����T���ȱڴ���δ���M���Ѽy���Լ��a�����γɵ��µĺ����Ѽy��������T��ԇ���^���У��Ѽyĩ�ˑ���������u���������T�����Ժ��g���^��S��ˮ�������������T���ȱ��Ѽy���ٔUչ���a���^�籬�ѡ����T�����Ժ��g���^�������T����ע�|���^��͊A�s�ﺬ���^��(��������W������ѷe������)���£����T�������|���^�����¡���ˣ��T�������|���^��������T�����ѵ��g��ԭ���T���ȱڴ���δ���M���Ѽy���a�����γɵĺ����Ѽy�������ԓ�T�����ѵ�ֱ��ԭ��
4���YՓ
�������|��ZG20CrMoV�������y�y�����ѵ�ֱ��ԭ�����T���ȱڴ���δ���M���Ѽy���a�����γɵĺ����Ѽy�����g��ԭ�����T�������|���^�





















