�y�T�c�ܵ������¿�̎ȱ��ԭ�����
���������˵͜����P䓽�ֹ�y�c�ܵ������B�Ӻ��p�����y�T�ȵğ�Ӱ푅^��ĸ�ą^����Fȱ�ݵ�ԭ��̽ӑ���T���侀̽���˜ʌ�ȱ���u����Ӱ푡�
1������
�����ڌ�ij��Һ����Ȼ��(LNG)����վ�Ŀ�M�йܵ����b�O�z�r�l�F���ć����M�ڵ�һ���͜ز��P䓽�ֹ�y�c�ܵ������B�Ӻ��p�����y�T�ȵğ�Ӱ푅^��ĸ�ą^���侀�z�y���д����ėl�κ͈A��ȱ�ݡ����ľ�ȱ�ݮa����ԭ���M�з�����
2�����}�����
����Һ����Ȼ�����վ������ʹ�õĵ͜ز��P䓹ܵ����Ϟ�304L��ݔ�ͽ��|��Һ����Ȼ�⣬�OӋ������1.85MPa���Ŀ��Ҏ������Ҫ�y�T�OӋ������˜ʞ�ASME B16.25��ASME B16.34��BS 1873��ƽ�ֹ�y��ֹ���y(���m�͌�����)�ȡ������Y�ό��˺ͬF���鿴��ԓ���ć����M�ڵ��y�T��͜ز��P䓽�ֹ�y��Ҏ����̖��6in1(150mm)-150Lb��8in1(200mm)-150Lb�����Ϟ�CF8����������73�_���ڴ_�J�y�T�ܵ����Ͼ���ϸ�aƷ���y�T�ܲ��M���˽M�����ӣ��������ӽ��^�M��100%X�侀�z�y(RT)������JB/T 4730.2-2005�˜ʣ��u�����eII�����Y���мs30%��Ƭ�е���Ч�u���^��ȣ��y�T�ȵğ�Ӱ푅^��ĸ�ą^����ڴ����ėl�κ͈A�γ���ȱ�ݣ����ܵ�һ�ȼ����p�ۺυ^��ȱ�ݷ��Ϙ˜ʷ���(�D1)��
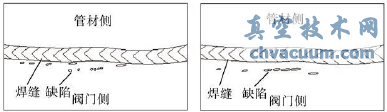
�D1 ���p�z�y�Y��
3��ԭ�����
�������y�T�������ṩ���侀�z�y���������y�T�����ǰ�ASME B16.34(����ASTM E-446)�M���u���ģ�ԓ���y�T���T��(�y�w���y�w)�|���ϸ����ų��Ӯa��ȱ�ݵ�ԭ����y�T�T䓼������õğo�p�z�˜��M���˷�����
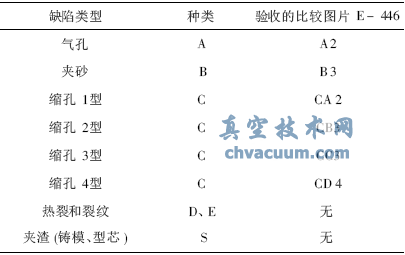
����Ŀǰ�y�T�T䓼�RT�˜����S��N(��1)����ASMEB16.34-2004(����ASTM E-446)���õ��DZ��^�DƬ�����˜��Ќ����ȱ���и��N�DƬ���Ñ�ͨ�^��RT��Ƭ�c�˜�Ƭ���^���M��ȱ�ݶ������������¿ڣ��o�ȼ�Ҏ����Ҳ�����T���u���˜ʡ��������1���y�T�����¿ڲ�λ�M����գ��t���ȱ�ݵĵȼ���2��4���������F��ʩ���Ľ�һ�㺸��ʽ���T��y�T���¿�̎�簴��ASMEB16.34-2004�M��RT�z���Ƶȼ���1~2�����ܝM��ܵ�ʩ����Ҫ��
��1 ȱ���Д�
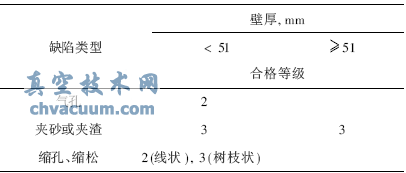
����Ŀǰ�����y�T�T���Ę˜ʞ�GB/T 12230-2005��JB/T 7248-1994���������õğo�p̽���˜ʞ�GB/T 5677��JB/T 6440-1992��JB/T 6440��Ҏ�����T䓼������S���Ѽy�������F����о��δ�ۺ�ȱ�ݴ��ڡ��T䓼�RT�ϸ�ȼ��������ڱ�2Ҏ����ԓ�˜���߀Ҏ���������c�ܵ������B�ӵ��y�T���������¿ڵ���յȼ��������һ������������p���f�h���С������p���Ѕf�h�r���T䓼���RT�ȼ����f�h���С�
��2 �ϸ�ȼ�
4��̎��
�������������������x�ؘ��wϵ�IJ�ͬ����Ɍ�����ȱ�ݵ��u�����F�^��IJ�����ԓ���y�T�����¿�̎�����ASME B16.34-2004�M��RT�z�y���m�õĿ��Ƶȼ�������1����2���������JB/T 6440�˜��M��RT�z�y���m�õĵȼ�����1�����Aɰ��A��2��������s�s��1������֦��s�s��2����
�����������H��r��ԓ���M���y�T�M�ЬF��������؛���ɹ������M���a�����a���������M��RT�z�y���_���u���˜ʵ����Խ��ա��a��ֻ���S�M��һ�Ρ�
5���Y�Z
��������API 600��API 6D��BS 1873���y�T�OӋ������˜ʌ��y�T�����¿ڵ�RT�z�ȼ��o����Ҏ�����ڲ�ُӆ؛�r�������Ǐć����M�ڕr������ڲ�ُ��ͬ�����_���P�ğo�p̽����������λ���˜ʡ���յȼ��ȼ��g�l����߀�������T��y�T�˿�20mm������ȱ�ݵijߴ硣�M�㺸�Ӻp�侀�z�y�˜ʵ�Ҫ��ͬ�r���h���M���y�T��ӆ���������Ҏ���͘˜ʡ�