�������l�y�y�w呼����칤ˇ���о�
������B�����ڳ�( ��) �R���늙C�M�������l�y��ASTM A182/A182M F92�y�w呼���ұ������켰���̎����ˇ���o���ˌ��yԇ�ӵĽ���M���������W���ܵĜyԇ�Y����
1������
������(��)�R��(Ultra Super Critical)�l늼��g��ͨ�^��߳�Ҏ�l늙C�M���������������ȼ���YԴ����Ч�ʣ�������ͭh���b�õ�һ헼��g�����_�������ܺĺͭh�����o��Ŀ�ģ���Ŀǰ�����ϳ��졢���M����Ч�İl늼��g����(��)�R���늙C�M�������l�y�����ڸߜظ߉�( �OӋ�ضȞ�610�棬�OӋ������28.8MPa) ��·�����ܵ����������|�M��ݔ�ͺͽؔ�Ŀ��ƣ�����Ҫ���y�T���Ͼ��кܸߵ��ߜظ��g���ߜ���׃�O�����ܡ�ASTM A182/A182M F92(T/P92)�����͵��F���w�͟�䓣�����A182 F91(T/P91)���A��������һ������W��B��ͨ�^W-Mo �ͺϹ�������B�ľ��珊�����ã�ʹ��ߜ���׃�O�ȵõ��Mһ����ߣ����H���s�˲�������������������ɱ���ͬ�r��˷N�������^�ߵČ���ϵ�����^�͵ğ���Ûϵ����ʹ�ò�����ƣ�ړpʧ���ͣ��C�M�܉���L�ڷ����Ĺ��������ǣ���ռ��g�W(http://shengya888.com/)�J��ԓ���ϵ���������߀�]���^����Ĺ�ˇ�������о���ұ������켰���̎����ˇ�Ƿdz���Ҫ�ġ�
2��ұ��
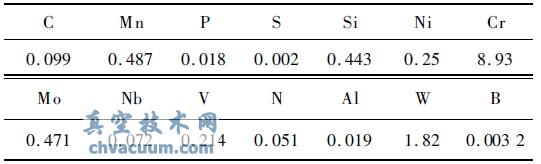
������1 ��ASTM A182/A182M ��Ҫ���F92���W�ɷ֣��京�ж�N���ɷ֣�ұ����ˇ�������ϴ���һ���y�ȡ�
��1 F92���W�ɷ�(wt%)

����F92�����F91䓵Ļ��A���m�������fԪ�صĺ���(0.5%Mo) ��ͬ�r����һ�������u(1.8% W) ���Ԍ����ϵ��f����(Mo+0.5W)��F91䓵�1% ��ߵ��s1.5%��ԓ�߀������������Ԫ�ء��c�����t�f�͟����ȣ�F92䓵��ߜظ��g�����������c9%Cr����ƣ������ϵĸߜ؏��Ⱥ���׃���ܵõ����Mһ����ߣ�ͬ�rF92�߀���Ѓ��ڊW���w���P䓵Ŀ����ܟ�ƣ�����ܡ���ͬ��һ����۟��������y�w呼����������V��������۰Ѿ������T�V�϶���һ����ͬһ��ˮ���~ģ���M�У������|�ͻ���ϡ�������ەr�����ĸ��w������һ��ұ���������Һ��ע�^���Юa���Ķ��������������ˊA�s����ⲿ��Դ��ͬ�r��Ч�p������Ͻ�Ԫ�ض���a����ƫ������������^���У��������Ա�Ĥ��ʽ�ۻ����Լ�С�۵����䴩�^���أ���䓷������|�����֮�����^��ȴ�늴������ጦ���ď��Ҕ��裬��ƶȡ����ƶȡ��ض��ƶȡ�Ó���ƶȺ��ٶ��ƶȵȹ�ˇ���ɶȴɌ����۽��ٵIJ�ͬ�s�|���F���x���ԵĿɿؾ������@Щ������ٵij�־������@�øߵļ������ṩ�˿ɿ����C������V��픲����ʸߜ�����ӟᡢ�ײ�����ˮ����кܶ��Ĝض��ݶȵėl���£�߅����߅���̣�������Һ�B���ٝu�M����Y���ķ�ʽ�M�пɿؿ������̣����������տs����ԴԴ����صõ�늘O���ٵ��a�䣬����֦���g��С����ˣ��M�����ܣ��ɷ־���2 ���y�w呼�������ۺ�ij�Ʒ����ֵ������ASTM A182/A182M��Ҏ�����M���y�w���칤ˇҪ��
��2 F92���y���W�ɷ�(wt%)
3�����
�������˝M���y�w呼��Cе���ܺ͟o�p̽����Ҫ��회������ȡ�ʼ呜ضȡ��K呜ضȼ�呺��̎���ȹ�ˇ�����M�Ї�����ơ����r���S��ʼ呜ضȵ����ߣ����ك�ԭ�ӵğ����Ҳ�S֮�ӏ������硢��硢�����缰λ�e������Ҳ�������ӣ�ͬ�rԭ�ӵĔUɢ�ٶ�Ҳ���龧���ֻ��ṩ���������W���w�������l�����̲�ʹ�����L�����ʼ呜ض��^�ߕ�ʹ�������ִ���ȱ�ݣ����Ԟ����ȱ�ݲ��@���^���ľ����ȣ��x��ʼ呜ضȞ�1180��±20�档�������ԓ���ϽK呜ضȵ���800�� �r�����Բ呉��r���a���Ѽy�����ԓ���ϽK呜ضȑ������ڲ�����850�档���r��ʹ�y�w呼�׃�γ�֣�����������ȥ�������ԣ������轛�^����煰γ��͡��ӟᱣ��������D1��
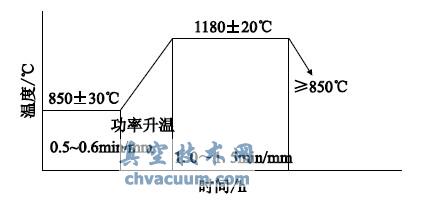
�D1 �ӟ�����
����F92 ���F���w�͟�䓣�����͜ؽM����ػ��R���w���Ѽy�������^����呺��輰�r���͡�呺��̎����ˇҊ�D2��
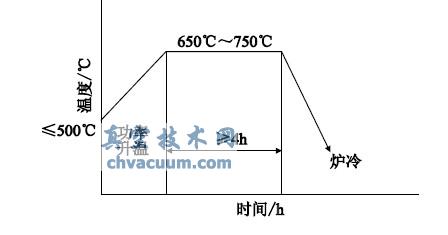
�D2 呺��̎����ˇ
4����̎��
�����IJ�ͬ����ضȼ���ͬ�ػ�ض��µĽ���M��(�D3) ���Կ�����������ض��½M��������Ͱ�l�R���w���S������ض����ߣ�ԭ�W���w�������@�ֻ����R���w�İ�l�L�Ⱥ͌���Ҳ�S����ض����߶�����
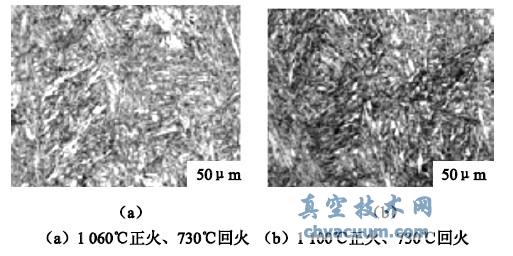
�D3 ��ͬ����ض��µĽ���M��
�����ĈD4 ���Կ������ض��½M��������Ͱ�l�R���w�Y���������Ȟ�4�������w������e�^С���R���w��l�����^�����ٽY�����y���A�ڕ����^�õĸߜس־����ܡ�
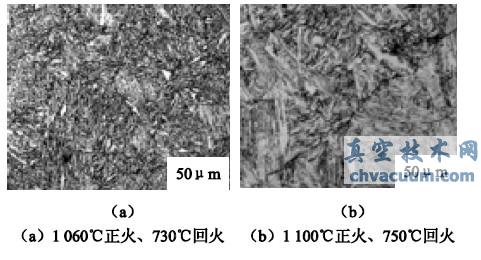
�D4 ��ͬ�ػ�ض��µĽ���M��
����ASTM A182/A182M��Ҫ��F92��̎����͞�����+ �ػ𡣊W���w���ܻ�̎����͜ضȞ�1040�档��ͻػ�ضȞ�730�档�C��ԇ�Y�������ƶ�F92 ��̎����ˇ��1060�� ����+ 750�� �ػ𣬌��y�����W����ֵ�M��ASTM A182/A182M��F92�����W����Ҏ���ͼ��gҪ��( ��3) ��
��3 F92���W����

5���Y�Z
����ͨ�^ԇ���a���ƶ���һ���Ќ����еĝM��ASTM Ҫ�����칤ˇ�����x��������۷���ұ�������r�x�ö���煰ι�ˇ���p�ٸ����ԣ�ʼ呜ضȞ�1180��±20�桢�K呜ضȞ�850�漰呺��M�П�̎�����x��1060������+750��ػ�ğ�̎����ˇ��





















