DN1200늄Ӹߜ��l�y�����ܷ�ʧЧ�����c�ޏ�
�������ѻ��b�õ�늄Ӹߜ��l�y���b�ڟ��C���ˮƽ�ܵ��ϣ��ǟ���݆�C�г��;o��ͣ܇�Ԅ��B�iϵ�y(t��ng)�е��P�I�y�T�����������rȫ�_���¹ʻ��b�Ùz�ޕr�y�T�����P�]���ҏS2006���ɽ�|����ʯ�ͷֹ�˾80×104t/a���ʹ��ѻ��b�����a(ch��n)��DN1200늄Ӹߜ��l�y����2011���b�Ùz�ޕr���l(f��)�F(xi��n)���|й©���^�����b�ßo�������_܇�����S���w�z��l(f��)�F(xi��n)�����ϟ��Yճ�B�����w�ȱڼ��y�U�����̎�_�gĥ�p���أ��y�U�����ܷ���ȫʧЧ���y�U��U����D1��ʾ����ˣ����l�y�y�U�����ܷ�ĽY���͙C���M���˷������ҳ���ԓ�y�T�����ܷ�ʧЧ���y�Uĥ�p��ԭ��������ޏʹ�ʩ�����H���ú�Ч���^�á�

(a)���w�Ȃ��y�Uĥ�p (b)���w����y�Uĥ�p
�D1 늄Ӹߜ��l�y�����ܷ�ʧЧ��r
1���l�y�y�U�����ܷ�Y���c�C��
1.1���y�U�����ܷ�Y��
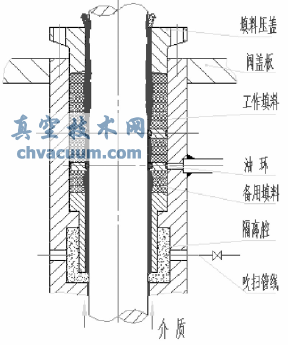
����DN1200늄Ӹߜ��l�y�������ܷ�Y���鴮(li��n)�p�����ܷ�Y������D2a��ʾ���ϲ����Ϟ鹤�����ϣ����������r��(j��ng)�A�o�����ܷ����á��²����Ϟ�������ϣ��H�����y�U�ϣ��������o���������g�O���g���h(hu��n)��������������Ҫ���Q�r��ͨ�^���Ϻ��ϵ�Һ�w����ע���ע��Һ�w���ϣ����������ω��o�����ܷ����ã��˕r���������l�y����������B(t��i)�·�����Q�������ϡ����⣬���^�����|�c����֮�g�OӋ��һ���xǻ�����_�O�д��߿ڣ��������B�m(x��)ͨ���轛(j��ng)�װ幝(ji��)����1MPa�^���������_�����xǻ�������ڽ��|�������γɷ����L����ֹ���|�M���ܷ����g϶�������τt��Ҫ����������L��й�����á�
1.2�������ܷ�C��
�����y�U�����ܷ�Y�����ڏ�����|ʽ�ܷ⣬�b�����Ϻ��ȵ������ډ��wͨ�^��˨ʩ�ӵ�����A�o��P0�������°l(f��)��������׃�Σ�ʹ֮�c�y�U�Ľ��|���Ϯa(ch��n)�����o��Pr�������Ͼo�����y�U���棬����ֹ���|��й��
��������(j��)�����ܷ�ĉ��o���ֲ���Փ�����ϱ����o��a(ch��n)���ď��o��Pr������߶�y�ϵ��S�o��Py�Լ����|����Pi���Pϵ�飺
����(1)(2)ʽ��ʾ�����Ϗ��o���c���|����Pi�����ϸ߶ȵķֲ���D2b��ʾ�����Կ������@���������ϸ߶ȵķֲ�ǡǡ�෴�����σȂȽ��|����Pi���o���^����ܷ��������˕r�ď��o���s��С���A�o�����ܺܺõذl(f��)�]���á�����Ӵ��A�o�����֕�ʹ���Ϯa(ch��n)���^���A�o��Ħ�������������Ϻ��y�U֮�g��ĥ�p�ӄ�����Ҋ�����ܷ��������r�ܲ��������ڌ��H�����У�����ֻ�ܱ��C�������w��2��3Ȧ����̎�ď��o��������_����ֹ���|й©��Ŀ�ġ�
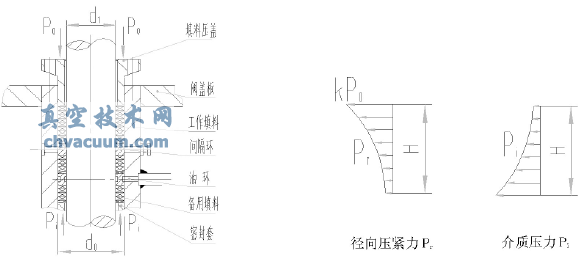
(a)�y�U�����ܷ�Y�� (b)���������ֲ�
�D2 �y�U�����ܷ�C��
2���y�U�����ܷ�ʧЧ�����c�ޏ�
2.1�������ܷ�ʧЧԭ�����
������DN1200늄Ӹߜ��l�y�M�н��w���z��й©��λ���l(f��)�F(xi��n)�ܷ������ѽ�(j��ng)ȫ����Y��Ӳ���ȱ����кܶ���c���ӣ��ʬF(xi��n)ú��������@���^��̿����ĥ�p�F(xi��n)���w�ȱ����ڿ������ϵĶ˲����F(xi��n)�ֲ��_�g�ӣ���ȼs��5��6mm���y�U������������Mһ�Ӱ�ɫ������ĩ���������y�Uβ���c���w�ɂ���ϲ�λ�����F(xi��n)�˜��֠�_�gĥ�p���ۣ�����̎���_11mm���_�g�������S������ݗ�䡣�@Щ�F(xi��n)���f��ԓ�y�����ܷ�����ȫʧЧ�����|й©�������^�����_�gĥ�p���أ��y�U��U��
�����ڷ���ԭ��r�����Ȳ鿴�˸��xǻ�Ϸ��ķ����L���߹ܣ��l(f��)�F(xi��n)��·��ˮ�����s�|��������ۈF������ȫ��������(j��)�˿����Ɣ࣬���y�T�L�r�gȫ�_�^���У����ڷ����L�����½������ڽ��|�������ѽ�(j��ng)�������ߜش����w���ڽ��|�����������M���ܷ����g϶���ۼ��Ƕ�ډ��w�Ȃȵ�2��3Ȧ����̎���Ɖ��˴�̎�ܷ���Ĺ⻬��B(t��i)�����y�T�ٴ��P�]�r����̎�ֲ��̕rĦ�����������Ķ����ѽ�(j��ng)��B(t��i)�A�o�^�ȵ����Ϻ��y�U�����γɾֲ�ĥ��ĥ�p��ʹ�ܷ����g϶����ͬ�r�����Ϲ����ضȽӽ�700�棬���ھֲ�Ħ���l(f��)����أ��������ܼ��rɢ�l(f��)���������ϵď�����׃���������ͣ������p�ģ����ܼ��r�a���ܷ����g϶���������������������Y���ܷ�ȉ��½����Ķ�ʹ���|�l(f��)��й©����D3��ʾ������˕r���ܼ��r�l(f��)�F(xi��n)й©��r����ȡ�m����ʩ���������L��ȫֹͣ���ߕr������ʹ�����ܷ��ڶ��ڃ���ȫʧЧ���y�T���|й©���Mһ���Ӵ�
�D3 ����ĥ�p����|й©ʾ��D
�������⣬����늄Ӹߜ��l�yͨ�^�Ľ��|�麬���������w���ĸߜ؟��⣬�@Щ�����w������Ҫ�ɷ֞�Al2O3��SiO2��Ӳ���^�ߣ��ҟ�����߀����SO2�ȸ��g�Ԛ�գ��ضȸ��_700�����ң��Mһ�������������ܷ�Ĺ����h(hu��n)�����ӄ������Ϻ��y�U��ĥ�p�ٶȡ����������w���ğ����γɵľ��К�̃��������|�ĸߜؚ��������ܷ����g϶�����r���w�e˲�g���������ܼ����D�������ٶ��ܣ��_�g�y�U����K�γɜ��֠�_�g���棬ʹ�y�U��U����D1��ʾ��
2.2��DN1200늄Ӹߜ��l�y���ޏʹ�ʩ
�����Y�������ܷ�ĽY���c�C����ͨ�^��DN1200늄Ӹߜ��l�y�y�U�����ܷ�ʧЧԭ���M�з����������·�������˸��M�c�ޏʹ�ʩ��
2.2.1�����������m���A�o�������^���A�o
����늄Ӹߜ��l�y��ϵ�y(t��ng)���ػ��b�h(hu��n)������ضȡ����������ذl(f��)�����ӕr�����ډ��w����˨֮�g�ğ�Û��s���ʲ�ͬ�����������ω��w��˨�A�o��������������r����׃�������������w̎2��3Ȧ���Ϯa(ch��n)���ď��o�����͵�С�ڽ��|�����r��������F(xi��n)й©��
�������ǣ�����(j��)�����ܷ�ĽY���c�C����Ҫ���C�����ܷ�100%��й©�Dz��F(xi��n)���ġ�����ڌ��H�����У����˫@��100%��й©���ܷ����ܣ��˂����]�^����Dz���o����ʩ�Ӹ�����A�o������ҕ���^���A�o�o�����ܷ⎧���IJ���Ӱ푣������ӿ������Ϻ��y�U����֮�g��ĥ�p��ʹ�����ܷ�����ʧЧ����ˣ��ڬF(xi��n)���У����˸���Ħ�����ܣ�ֻ��Ҫ�o����ʩ���m��?sh��)��A�o�����ɣ������^���A�o���������S�����L������й©�����Ա��CĦ�����ϵ���s�c������
�������˱��C���ϵ��m���A�o��Ŀǰ���^���е��k�����ډ��w��˨̎����(j��)���Ϗ��o����Pr�Ĵ�С�OӋ�A�o���Ώ��ɣ���D4�����L�����\���б��ַ�(w��n)�����A�o����ʹ���Ϗ��o�������ڱ��^�����ķ������Ԅ��a������ĥ�p�������A���A�o������^���A�o�����ã���������ܷ�ʹ�õĉ�����
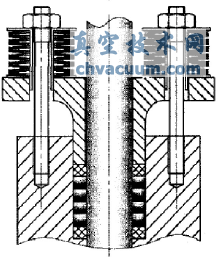
�D4 �����A�o���ɰ��bʾ��D
2.2.2�����_�M�ϺͰ��b����
����늄Ӹߜ��l�y�xȡ��������ʯī��ʯīʯ�����P���ĽM�����ϣ��ڌ����M���ޏ͵��^������ע�������}��
����(1)�����Ϻ����ѓp���ϱ�횏ص����������C���b���ϭh(hu��n)�ߴ��܉��c�y�U�����Ϻ��ȱ����������;
����(2)��Ûʯī�x��һ�M��ͬ���Ɖ����ij������ϣ��Ƀȵ��≺�Ɖ������ΜpС���@�����Ϗ��o���ֲ��������ܷ�Ч������;
����(3)���b���ϕr�������ϲ����S̎���ã��������մ����ɰ��Ӳ�|������@Щ������y�����һ���S�����b�룬�����y�U�a(ch��n)������ĥ�p;
����(4)�����y�U�ı���Ҫ��⻬�������п̺ۡ��������P�g��
2.2.3�����C���߹ܾ���ͨ�����_���r�S�o�y�T
�����l�y���bͶ�ú�횱��C�y�U̎���B�m(x��)���ߣ������g�ࡣ�Ñ�Ҫ�����ڌ��y�U���߹ܾ��M��Ѳ�飬һ���l(f��)�F(xi��n)�ܾ��ж�����형���r����횼��r���������C�����L�������ڽ��|�������Ķ���������ܷ�Ŀɿ��ԣ����L����ʹ�É�����
�������⣬���y�T�P�]���_�����ڣ�Ҫ�l���鿴�y�w̎�������ܷ���r�����й©���мӴ�څ�ݣ���횼��r���Q�������ϣ����m���A�o���Է����|й©��r�ӄ����y�U��ɛ_�g��
������(j��ng)�^���ϴ�ʩ��DN1200늄Ӹߜ��l�y�����ܷ�Y���M���ޏͲ�Ͷ�ú��Ñ���ӳ����Ч���^�ã��y�U�����ܷ����ã��ޏ�Ч���_���M�⡣
3���YՓ
����DN1200늄Ӹߜ��l�y�����ܷ�ʧЧ����Ҫԭ����y�U�������߿����������L������ʧ�����º���Ӳ�ȴ����w���ĸ��g�ԟ����M�������ܷ��棬ʹ���Ϻ��y�U֮�g�ĸ��g�Ͷ̕rĥ�p�ӄ����ܷ����g϶�����|�l(f��)��й©�����ٛ_�g�y�U����K���������ܷ�ʧЧ���y�U��U�����b����Q���ϕr���^���A�oҲ�nj��������ܷ�����ʧЧ��ԭ��֮һ��





















