F92�y�w����ܷ���Ѻ�D802���о�
����ͨ�^���_�љC���ķ�����ԇ��о���ʹF92 �y�w����ܷ���Ѻ�D802 ���Ѽy�p�٣��|���������aƷ�Ѻ�һ�κϸ����_��98%���ϡ�
1������
�����S���҇�����I�IJ���lչ����( ��) �R���늙C�M���\��Խ��Խ�࣬F92 �������䃞�������ܰl�]����Ҫ���á�F92 �����y�w�ܷ�����Ѻ�D802 ���^����( �e��DN10 �� DN50 �ܷ���ĶѺ�) ���������ϸ��ʵͣ������Ѽy�����ӕr�Ѽy�l���^�ߵĆ��}����Q���k����������a���������Ƕ���a�������H��������a�ɱ������L�����a���ڣ�����a��߀�����ܷ����܇��M��������׃�ģ�Ӱ�ʹ�É��������°�ȫ�[�������^��F92 �y�w����ܷ���Ѻ�D802 ��ε��о���ԇ�^�õؽ�Q�˶Ѻ��y�}��ʹ�Ѻ�һ�γɹ����_��98%���ϡ�
2����������
2.1��F92
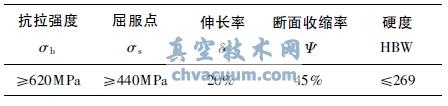
����F92 ���ϳɷּ����W�������1 �ͱ�2 ��ʾ��F92 ��������F91 ���ϵĻ��A���M���˸��M���ɷֵ���Ҫ׃����-0. 5% Mo + 1. 80% W + 4 × 10 -5 B��������׃����Ҫ�w�F��600������100 000h ��׃���ȱ�F91 ��s30%���ߜ؏����cF91 ֮�Ȟ�113MPa: 85MPa������W �����ӣ��u������̼������ֹ䓵ľ����L������䓵��^�������ԣ����ϵļtӲ�Ժͻػ��Եõ�����ߡ�����s�^���У��^��W���w���ӷ������մ�����������������ӣ������䓵Ĵ�����Ⱥ��͟�䓵ĸߜ؏��ȣ������������ӹ����ܡ����NJW���w�����L��ăA��Ӵػ���ԵăA��Ӵ�����F92 ���ϺϽ������ߣ����������^��ڟ�̎���ͺ����^���Б����^��͑����ֲ�������Ć��}����Ҫì�ܡ�
��1 F92 ���ϻ��W�ɷ�

��2 F92 �������W����
2.2��D802
����D802 ��һ�N��t�u�Ͻ�о����}��ˎƤ�ĶѺ��ú��l( ��3) ���˲���ֱ�����ӡ��Ѻ�������1 000���Ծ������õ���ĥ�Լ����g�ԡ��Ѻ���Ӳ��≥40HRC��D802 ��̼���ߣ��Ͻ����ߣ��ߜ���ĥ���ܡ��ߜ؏��ȼ��ߜ����g���ܺã��m���ڸߜظ߉��վ�y�T���ܷ���Ѻ������Ǻ��������^������ӹ�ˇ��Ҫ��ܸߣ��S��ʩ����e�ļӴ����Ѽy���ӕr�Ѽy����څ�����@���y�w�ܷ���Ѻ���һ�κϸ����^�͡�
��3 D802 ���l�ɷ�

3���_�љC��
����F92 ��D802 �ɷN���ϵď��Ⱥ�Ӳ���^�ߣ����Ժ��g���^�͡��ڶѺ��^���У�DN20 ���µ��y�w���F�Ѻ��Ѽy�ĸ��ʎ����㣬�S���y�T���Q�ߴ�ļӴ��Ѽy������څ�ݡ������Ѽy�a���ĬF����ռ��g�W(shengya888.com)�M�������M����ԭ����������y�T���Q�ߴ�≤DN20 �r���ᑪ��+ �M������+ ���ӑ���+ ��������< F92 �Ŀ������ȣ���Ѻ����F�Ѽy�����y�T���Q�ߴ�>DN32 �r���ᑪ��+ �M������+ ���ӑ���+ ��������≥F92 �Ŀ������ȣ���Ѻ����Ѽy�a���ĸ������@���ӡ��ӕr�Ѽy�����ں��������ӽ��R�瑪�����M���D׃����ȫ�������ڼӹ����Դ��ښ����W���w�����R���w�D׃���@�N�M���Ĵ������ӕr�Ѽy���F��ԭ��
4�����ӹ�ˇ
�����ܷ���Ѻ����P�I�Ǻ����ĶѺ��ӹ�ˇ�ͶѺ��^���Ї���Ĺ�ˇ���ơ��ں����^���м�Ҫ���C�ܺõ��ۺϣ����a���A�����ף���Ҫ������ƺß�ݔ��͌��g�ضȣ������ӑ���������С�����������ڶѺ��^���Юa���Ѽy��ͨ�^���ԇ���x��һ�ױ��^�����Ĺ�ˇ����( ��4) �����w����Ҫ�c�Ǻ��lֱ����С�����������С�������ٶ��˿죬���ӌӸ��˱������g�ضȱ�횇�����ơ�
��4 �ֹ�늻���( SMAW) ��ˇ�l��





















