�y�T�ܷ���Ⓕ��Ͻ�Ѻ���ˇ
������B���y�T�ܷ��泣�ò��϶Ѻ�Ⓕ��Ͻ�( ���z) �Ļ��W�ɷ֡���̖e���۷���ٌӳ��е�ȱ�ݡ�Փ�����ֹ��u�O�廡��( GTAW) �Ĺ�ˇ��C���������Y(ji��)DN300 �W���w���P���ƫ�ĵ��y�ܷ���Ѻ�Ⓕ��Ͻ���|(zh��)�����ơ�
1������
����Ⓕ��Ͻ�������õĸߜ����ܡ���ƣ�ڡ����g����ĥ�p���͛_�g���Ͳ�������ˣ�Ⓕ��Ͻ��Á��Ѻ����ڹ��r�h(hu��n)�����^���̵��y�T�ܷ��档Ⓕ��Ͻ�Ѻ��^���У��۷���ٌ�ͨ���a(ch��n)���Ѽy�����Ѽy���cĸ�Ą��x��Ó�䡢���W�ɷ�ƫ����Ӳ�Ȳ������ȱ�ݡ����˱��CDN300 �W���w���P���ƫ�ĵ��y�y�w�ܷ���Ѻ�Stellite 6���۷���ٺ��≥2mm��Ӳ��ֵ≥38 HRC ���O(sh��)ӋҪ���M���ˊW���w���P�ĸ���϶Ѻ�Ⓕ��Ͻ�Ĺ�ˇ��C��
2����ˇ��C
����2.1������
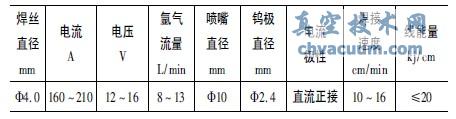
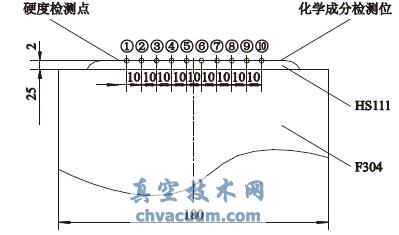
����Ⓕ��Ͻ�( Ҳ�Q����t�u�Ͻ�AWS �зQ֮��stellite) ����(j��)��ͬ���W�ɷ���(y��ng)����ͬ����̖�Ͳ�ͬ��Ӳ��( ��1) ��AWS A5. 21 �У�Ⓕ��Ͻ�Ѻ����z����̖��ERCoCr - A ��ERCoCr - B �ȡ����a(ch��n)��Ⓕ��Ͻz��HS111 ��HS112 �ȡ��x��ֱ����Φ4. 0mm ��HS 111 Ⓕ��Ͻz��F304 ĸ��( 25mm × 180mm × 180mm��ԇ������ֲڶ�≥Ra12. 5μm) ����ˇ��C��
��1 �Ѻ��ú��z�����z�Ļ��W�ɷ�( Wt��%) ��Ӳ��

��2 F304 �Ļ��W�ɷ�( Wt��%) �����W����

����2.2���Ѻ�����
�����Ѻ����÷��ۻ��O�ֹ��u�O�廡��( GTAW) ���u�O���Ϟ���u�O�����C����׃ʽ������ʼ������f��˥�p�b�õ��ֹ��u�O�廡���C( ��3) ��
��3 �Ѻ���ˇ����(sh��)
����ͨ�^܇��㊌�ԇ��ӹ���25mm × 180mm ×180mm��ԇ�����ֲڶȞ�Ra12. 5μm���o��Ǻ�ë�̵ȡ��C�Ӻ��ԇ�尴���P(gu��n)Ҫ���M��Һ�w�B�z�y����ա�����պϸ��ԇ��Ѻ������ñ�ͪ��ϴ���_���Ѻ��^(q��)��oˮ�顢����������۵�Ӱ푶Ѻ��|(zh��)�����s�|(zh��)���S����ԇ������̎���t�о����A����250 �� 350�棬����30 �� 60min ��ȡ���������M�жѺ����Ѻ���HS111 ���z�����ں��z���У������z������֬���s�����ñ�ͪ���øɃ����F(xi��n)��������۹��ߡ��Ѻ�ǰ�z���ֹ��u�O�廡���O(sh��)�䡢���l���������o�⡢��sˮ�ȿ���ϵ�y(t��ng)�Ƿ��������Ѻ��h(hu��n)���������< 90%���L��< 2m/s�����ļ��Ȟ�99. 99%��
�����Ѻ��r��ԇ��ˮƽ���ã������c��������75°�A�ǣ���亸�z�c�����A��15°���u�O����c����������x�s���u�Oֱ����1. 5 ��( �D1) ���Ѻ��r����С������̻��������١����Ӷ�����������L��(y��ng)���ֲ�׃���u�O�[�ӷ��Ȳ���(y��ng)�����u�Oֱ����3 �������ӵ��Ѻ��r���ӡ����g�ضȲ��ܵ���250�棬�����g���ӽ���̎��(y��ng)�e�_������̎��(y��ng)���C�����ۺϣ������ɂ�(c��)߅��㕽�̎��(y��ng)ƽ���^�ɣ������^������ɵ��g�ۺϲ������γ�δ����δ�ۺϡ��A�������ȱ��( �D2) ���Ѻ��^���У��S�r�z��Ѻ��|(zh��)���Ͳ����|(zh��)���������Ѽy��δ����δ�ۺϡ��A�������ȱ�ݕr����(y��ng)���r̎���������
�����Ѻ����ԇ�彛(j��ng)���^�z�ϸ�������M�П�̎������̎��ضȞ�860 �� 900�棬����2h���S�t���䡣ԇ����s���Ҝغ����p����Ӱ푅^(q��)�����P(gu��n)Ҫ���M�����^�z�y��Һ�w�B�z�y��
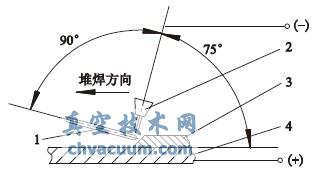
1. ���z2. �u�O3. �Ѻ�����4. ����
�D1 ԇ�ӶѺ�
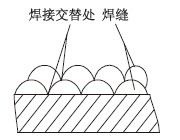
�D2 �Ѻ�����
����2.3��ԇ�әz�y
����ԇ�ӵ��۷�������^�z��Һ�w�B�z�y�ϸ��ͨ�^�Cе�ӹ��ķ�ʽ���۷���ٺ�ȼӹ���2mm������ֲڶȞ�Ra0. 8μm( �D3) ������GS1000ֱ�x���V�x�z�yԇ�ӱ��滯�W�ɷ�( ��4) �����Ҝ؞�15. 2�棬������Ȟ�38% �ĭh(hu��n)���У��M��Ӳ��ֵ�z�y�����y��10 ���c��ÿ���c֮�g���g�����10mm( ��5) ����M��HS111 ��Ҫ��
�D3 ԇ�әz�y
�D4 �A���wԇ��
��4 �Ѻ����ٱ��滯�W�ɷ֙z�y�Y(ji��)��( Wt��%)

��5 �Ѻ����ٱ���Ӳ�Ȝy��ֵ

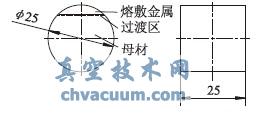
�����ڴ�ֱ���۷���١���Ӱ푅^(q��)��ĸ�ĵęM��������ȡ�ɂ�Φ25mm �ĈA���wԇ�ӣ�ԇ�ӵęM�����ϱ�����۷���١��^�Ʌ^(q��)��ĸ��( �D4) �������P(gu��n)Ҫ��ԇ�ӵăɂ��M�����M�д�ĥ�͒������û��}��( ��HNO3: ��HCl = 1: 3 �w�e��) ��Һ���g��ʹ�۷���١��^�Ʌ^(q��)��ĸ�ijʬF(xi��n)�������Ľ��棬Ȼ����5 ���Ŵ��RĿ�y�^��M���档�M�����ϵ��۷���١��^�Ʌ^(q��)��ĸ����ȫ�ۺϣ��o�Ѽy��δ�ۺϡ�δ������͊A����ȱ�ݣ��o��������ȱ�ݣ��z�y�Y(ji��)���������P(gu��n)Ҏ(gu��)����Ҫ��
3���a(ch��n)Ʒ�Ѻ�
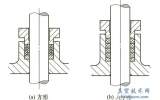
����DN300 �W���w���P䓵��y�y�w�ܷ�������ƫ�ĽY(ji��)��(g��u)�����һ��Ҏ(gu��)�t�ęE�A�����˴_���Ѻ��|(zh��)�������Ì��ÊA��ʹ�Ѻ��^�����y�w��ƫ���ܷ���ʼ�K̎��ˮƽλ��( �D5) ���Ѻ��r���չ�ˇ��C�_����ֵ�xȡ��ˇ����(sh��)��������(j��)���H���r�{(di��o)����������������ٶȺ��D(zhu��n)�P���D(zhu��n)�٣��_��ĸ���c�۷����֮�g���۷���ٵĸ��ӡ���֮�g�ۺϺͺ����o��͊A����ȱ�ݡ��Ѻ��r���ܷ���A�ܷ������ӶѺ��������S��ͬһ������Ӵ�ͬ�r�Ѻ����Ԝp�ّ�(y��ng)���ļ��С��A���ϣ��۷���ٺ�ȑ�(y��ng)�������иߡ��Ͳ�ƽ�ĬF(xi��n)��

�D5 �y�w
4���Y(ji��)�Z
�����y�T�ܷ�������ֹ��u�O�廡���Ѻ�Ⓕ��Ͻ���һ�N���е����^������ĶѺ���ˇ����(y��ng)�����(zh��)������(y��ng)�Ĺ�ˇ�ļ����ں���Ҏ(gu��)����(n��i)�M���x���^С�ĺ��ӹ�ˇ����(sh��)���Խ����۷���ٵ�ϡ��ʡ��ᑪ(y��ng)���ͽM����(y��ng)����