���ښ��w���������y�T�ܷ��ԙz�y����
������������y�T�ܷ��ԙz�y�Ĝʴ_�Ժ;��ȣ�ͨ�^�������^���y�z�y�������ڵIJ��㣬������ښ��w���������y�T�ܷ��ԙz�y������ԓ�z�y��������4%�Ě���96%����Ļ�Ϛ��w��z�y���w�����Üy�õęz�y��Ԫ�șz�y���w�ĝ�Ȳ�Ӌ��й©�����M���Д�����ܷ����ܡ�ԓ�����܉��������y�����Еr�g���ض��Լ���·�ݷe�����،��z�y��Ӱ푣�����˜yԇ�ľ��Ⱥ��ٶȡ�
�����S���F�������I���a�İlչ���ױ�����ȼ���ж����w��Һ�w�ķN͑��÷������õ������ӡ��ڻ�����ʯ�͡�Ⱦ���Լ������ИI�����S��Σ�U�����|����Һ��ʯ�͚⡢�����ȼ��䡢���������������ȣ���������a���\ݔ�^���������y�T���O���ܷ���F���}���@Щ���|�͕�й©����������Σ���˂���������ȫ�c�����������y�T���ܷ��O����ܷ�z�y�@���Ȟ���Ҫ��Ŀǰ�����Ȍ��y�T�ܷ��Եęz�yһ����Ú��ݷ��������ֱ��ʽ�z�y�����|�V�x���w�z�y�����@Щ�����ڙz�y�r���ܵ��r�g���h���ضȺ�·�ݷe�����ص�Ӱ푣��Ҍ��yԇҪ���^�ߡ�������ߙz�y�ľ��_�ԣ����������ڷ������^���y�����Ļ��A�������һ�N���ښ��w���������ܷ��ԙz�y������ԓ�����܉���Ч�˷����y�����IJ��㣬���F���y�T�ܷ��Եľ��_�z�y�����Ҵ˷���߀�������������ܷ��O��ęz�y��
1�����y�z�y�����������^
����1.1�����ݙz�y��
�������ݙz�y��( ԭ��D��D1 ��ʾ) �Ǹ��N�z�y�����Б�����V���ęz�y����������й©�z�y�nj��z�y������ǻ��Mһ�������Ŀ՚�( �������z�y���w) ��Ȼ��ѹ�������ˮ( �������@ʾҺ�w) �У��z�y���w�͕�ͨ�^©�ęz�y������ǻ���������ӣ����й©���_��һ���̶ȣ�©��̎�͕�ð��һ�������ݣ��@�ӾͿɴ�ŵع����й©����й©λ�á�����й©�z�y��ֻ�����Á�yԇ�z�y�����Ƿ�й©�cй©�Ĵ��λ�ã��o�������y����й©����
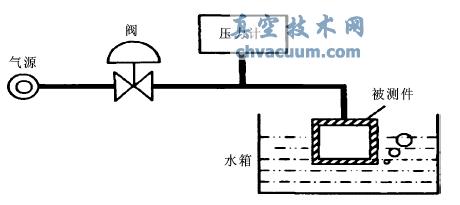
�D1 ���ݙz�y��ԭ��D
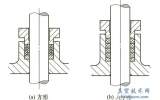
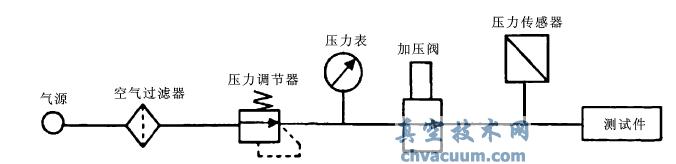
����1.2��ֱ��ʽ���w�z�y��
����ֱ��ʽ���w�z�y�����y������ǻ����һ�������ĉ��s�՚⣬Ȼ���Д���Դ�M���ܷⱣ������Ҏ���ęz�y�r�g���B�m����رOҕ�yԇ������ǻ�����������ĉ���׃����������y������й©�a�������ǻ�ĉ���������u���ͣ�����ڙz�y�r�g�ȉ��������O��ֵ�������ж����y�������ܷⲻ�ϸ���ԭ��D��D2 ��ʾ��
�D2 ֱ��ʽ���w�z�yԭ��D
����ԓ�����ڽo�yԇ�����Ӊ��r�������ݷe��׃�������ȵĜض�׃������Ӱ표yԇ�Y���������a��ʹ��ԓ�������ɱ����ܵ����ڜyǻ�ݷe׃���͜ض�׃��������yԇ�Y����׃����ʹ�Üyԇ�Y���ɿ��Ժܵ͡�
����1.3���ʽ���w�z�y��
�����ʽ���w�z�y���nj����y�����c�˜ʹ�������һ���z�yϵ�y��������ϵ�y���Ӊ���һ�������ܷⷀ����ϵ�y�ֳ�2 ����ϵ�y���ܷⱣ����������y������й©��2 ����ϵ�y�͕���ƽ�⣬���a�������������2 ��ϵ�y֮�g���bһ��������������ܙz�y�����y������й©����������w�z�y���ڙz�y���|�����cֱ�Ӊ�����һ�ӣ����Dz��É��s�՚�����z�y���|�������ڹ��I���a�����ڌ��F�ҳɱ��^�͡����ڲ���nj����y�����͘˜ʹ���ͬ�r���Ӊ���һ����f���y������Ҫ�ݷe׃�����˜ʹ���Ҳ����������һЩ�ݷe׃�����@�ӾͿ��Ե���һ�����ݷeЧ������ԭ��D��D3 ��ʾ��
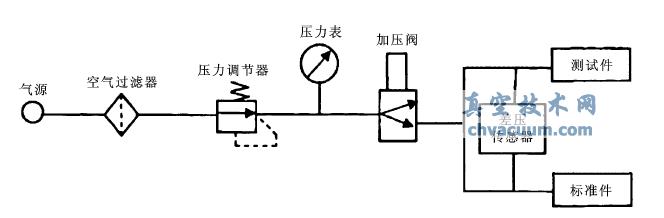
�D3 �ʽ���w�z�y��
��������Č��|���ԲΔp ���ж������ģ��Δp �t��й©���w�w�eΔV �ĺ�����ΔV ��С�rΔpҲ��С�����й©����С����ô���˵õ���Ҫ��ęz�y���ȣ�����Ҫ���M�����ĕr�g���@�ӾͲ��ܝM�㌍�H���a���ٙz�y��Ҫ���ڌ��H�����в����С�
3���Y���Z
�����������y�ܷ��ԙz�y�������ڵă�ȱ�c���ڴ˻��A������˻��ښ��w�������Ě��w�z�y����ԓ�����܉����������z�y�����Мض�׃����·�ݷe׃�������ص�Ӱ푣�����˙z�y�Ĝʴ_�ԣ����Ҵ˷������^һ�����M߀���ԑ��õ������O����ܷ��ԙz�y�У������^�V�đ��÷������^�ߵČ����ԡ�