�����b���{���yNS-HV-102�y�U����ԭ����������M����
������ʯ��һ�����b��NS-HV-102�{���y�y�U�B�Ӕ���3�Σ������ԭ����ԓ�y�y�Ȳ����OӋ�Y��������������Y�����������������g϶�^��ֱ����������ʹ�y�U���ѡ�
���������b��NS-HV-102�{���y�Ǟ���ľ�Rʯ����˾���ʏS��a520000t���������b����һ����Ҫ�{���y��NS-HV-102�y�Y����һ����Ͳ�p���{���y��ԓ�{���y��Ҫ���ɹܾW3.8MPa�����p����2.4Mpa�M�����ؿ�ܣ����ԓ�y������Ч�ؿ��ƣ���������ܾW�Ϳ���������ӣ���D1��ʾ��
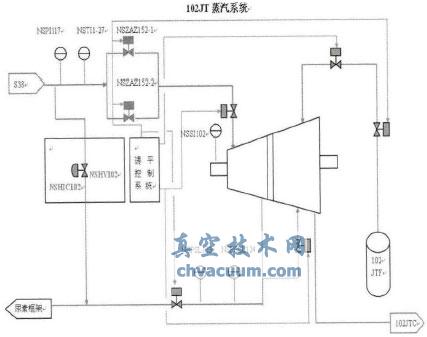
�D1 �����b��102JT����ϵ�y��ˇ���̈D
1���OӋҪ��
����1.1����Ҫ���g����
�������|������
������ڜضȣ�360°C
����������35793m3/h
������ډ�����3.9MPa
�����ڏ���DN100
����������1.45Mpa
���������ȼ���ANSI600#RF
�����������ԣ�����
����CvӋ��=99.7
�����y�w���|��SCPH2
����Cv�x��=180
�����y�ȼ����ϣ�17-4PH
����1.2���y�U�p��������r
����NS-HV-102�y�U�c�yо�p�ąR�������1��ʾ��
��1 NS-HV-102�y�U�c�yо�p�ąR��
2���y�U�p��ԭ�����
����2010��8��12�գ���ˇ��ӳԓ�y�yλ���غͬF��ָʾ��������Ǿ��Dz��^�������^�����Д�����y�UÓ�䣻ͨ�^���w���l�F�y�U�c�yоÓ�䣬���Ӳ��֞�̓�����£��c�yо�B���ݼy����ȫ�����z�����^�����{���y�������������������£����S�x��2Cr13���������y�U���ϣ��y�U�c�yо�B�Ӟ��ݼy�B�ӣ����ӸĞ���ñ���o�M���c����2010��8��17�գ����^�\�в���2��r�g�ֳ��F�����F����һ�β��^�������_���w��l�F���y�U�c�yо�����B�Ӕ��ѣ���D2���D3��ʾ��
�D2 �y�U���Ѡ�r

�D3 �yо�Y��
�������˿˷��y�U���ѣ����M���y�U�c�yо���B���ݼy�����B���ݼy��M18´1.5�Ğ�M22´1.5���y�U�c�yо�B�Ӻ���Ȼ���ñ��o�ɂ���ñ�M���c�����\�в���5������һ�γ��F���^���F����2010��8��22���ٴν��w���l�F�y�U�c�yо�B�ӱ�ñ����̎���ѡ�ͨ�^Ó�������ѾC�Ϸ������ó����½YՓ��
����1)�eָ���¼ӹ��y�U�����ڼӹ�����������̎��������B�����σȲ������ֲ��������ډ�����1.45MPa���r�£���ӱ��^�����r�£�����y�U���є��ѣ��@�ǵ��͵���ӏ��ȑ��������y�U�������¡�
����2)�{���y�Y�����������Ǯa���{���y��������ԭ����ʹ�{���y�ȼ���ӣ��������y�U���Юa����������ʹ�y�U���ѡ�
����3)�����yо�c��Ͳ�g϶Ҳ��һ������̽ӑ�Ć��}��
����4)�yо�c�y�U�B��̎�����Ҫ���ӣ������Ҫ�������ӑ�����
����ᘌ����φ��}�����^̽ӑ���죬������¸��췽����
3�����M
����NS-HV-102�yо�Y�����y�U�B�ӽY�������ӏ��ȣ��p����ӣ����L�{���yʹ�É�����
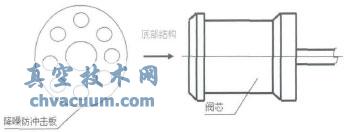
������������yо���������@�ӿ��Ը��ӷ����yо����Ͳ���_�������ͨ�^�D4�Ǹ��Mǰ�yо�Y�����D5�Ǹ��M���yо�Y����ͨ�^�D5��֪�Y��׃��֮̎��
�D4 ԭ�OӋ�yо�Y��

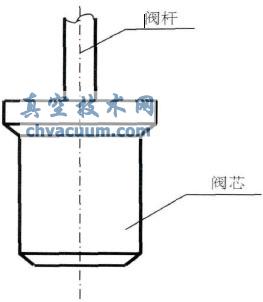
�D5 ���M����yо
����������yо�ײ����ӽ�����_���壬�@��������_������Ҫ�Ƿ�ֹ���|�a������yо�M�����қ_����ʹ�yо����Ͳ�ȸ��ط��̡�ͨ�^�D6���Mǰ�c���M��D7��֪���yо�ײ��Y����ȫ��ͬ���D8���yо�Y��ʾ��D��

�D6 �yо�����²�����Y���DƬ(����yо)

�D7 �yо�ײ����ӽ�����_�����҂��yо
�D8 �yо�ײ����ӽ�����_����
�������y�U�c�yо�B���ݼy��M15´1.5�B�ӸĞ�M22´1.5�ݼy�B�ӣ����Ãɂ����o��ĸ�M�б��o�������c����̽ӑ�yо�c��Ͳ�g϶��ϣ��������ϼ����|�͜ضȣ�ͨ�^Ӌ��͌��H���_���������g϶��ֱ������0.45mm�p�ٵ�0.2mm��0.28mm֮�g��
����ͨ�^�����Y�����M�����^���P���T�u�����������¸��M�yо�Y�����Ͼ���2010��8��24���\������δ�y�l�F�yо��ӣ��y�U���ٔ��ѣ�Ч���dz����@��
4���Y���Z
����ͨ�^�������{���y�M��4��������M��ʹ�{���y���C�������\�У��������y��Ӻ��y�U���ѬF���C�˻����b���L�����\�У��p���˲���Ҫ��ͣ܇̎���ɱ�����������������֧�������Ժ�z���{���y���������dz���̵Ľ��b��
����ͨ�^�{���yԭ��������M�ó����½YՓ��
����1)Ҫ���]�����x���OӋ���ӹ���ˇ�͟�̎����������������Ҫ��һ�������ķ�������횷�����ȻҎ�ɡ�
����2)�������}Ҫ���w��������ԭ������P���ء�
����3)ᘌ��P�Iԭ�����PӰ������M�и��M��������
����4)�y�Y�����yо�c��Ͳ����g϶�Q�����y�����Cʹ�É�����
����5)�{���y�y�U�c�yо����Ҫ��ˇ���^����
����ͨ�^���H�\���@�N���M�ǿ��еģ�������{���y����ԭ������������e�O���h�����x��






