120�Ϳ՚�����yģ�Kʽ���y�����о�
������B��120��؛܇�՚�����yģ�Kʽ���y���ĽY�����c���i�oԭ����ԇ�ȣ�ָ�����÷��wʽ���y���Y���Ɍ��F���ӹ��z�y�ϸ�Ļ��y�������y�w�M�����M�нM�b����ж�����Q�����F�Q���ޣ�ͬ�r�Y���҇��Cе���켼�gˮƽ�����������ƽ����ĥ���g�����ڻ��y�����y�������켰�z���ϣ�ʹ֮ͻ����ĥ��ˇƿ�i���O������120��؛܇�՚�����y�����졢�z��ˮƽ���Ķ�����F·�\ݔ�İ�ȫ�ɿ��ԡ�
1�����y�����y���Y���㲿�������켰�z�ެF��
���������҇��F�е��LԴ�����z���ȼ��g�m��ˮƽ���f��120��؛܇�՚�����y(���º��Q120�y)���ؙC�����û��y�����y���Y�����m�˵ġ����y�����y���Y�����й��ܼ��ɾo��������Ч��ֹ����������������ܡ�����ĥ��ˇ���s�����g�y���^�������ߵĂ��˼���Ҫ��ߣ��z���|�������^�z�����ڶ̡������F·�L�ڵ��\�ý����y�����y������ĥ�|����Ӱ�120�yʹ�É������P�I����֮һ���б�Ҫ�������Y������ˇ�M���о������M������ģ�Kʽ���y����
�������y�c���y��֮�g��һ�N����ƽ���ܷ�Y����Ŀǰ�����켰�z���g�Dz�����ĥ��ˇ������Ҫ��ˇ�����ǣ������˹����л���ƽ��ĥ���ӹ����߾��ȵ��T�Fƽ��→����ƽ���˹�У����ʯ→����ʯ��ĥ���y��ƽ�档����ĥ��ԭ���ρ��f�����ù��л�ĥ���ӹ����߾���ƽ��→��ƽ���ƽ��ȏ��Ƶ���ʯ��→�ٌ���ʯ��ƽ��ȏ��Ƶ����y��ƽ���ϡ��@�ஔ�ڏ�ӡ��3�ε��ļ����䎧����ϵ�y�`����������`������֪��ͬ�r����������ˇ�^���У��д����ֹ��������������I�߂��˼�ˇ�����w��r�������r�����������Ӱ푣����|���Ƿdz��������ġ����ߣ����ǃȱ���ӹ���Ŀǰ�]�Йz�y�ֶΣ��ӹ��^�̲��ܿء�
�����L���ԁ���������ĥ�|�������^��ͬ�r�]�Йz�y�ֶΣ�������y����b���ԇ��_�ęz�y���l�F���}���@����ʹһ�ν��ϸ��ʵ��£�ͬ�r��һ���֮aƷ����ԇ��_��“��”�����ģ��ڮaƷ�|�����µ�ͬ�rҲ���F���aƷ�Y���Ĺ�ˇ���^�
�����@�N��r���ڼ��g���������������Ñ���f���ǎ���z�����y�����z��ˮƽ���ߣ�ʹ�����y��ʹ�ÿɿ��Լ�������齵�ͣ�Ӱ��\ݔ��ȫ��
2��ģ�Kʽ���y���OӋԭ�t
����ģ�Kʽ���y���Y�������m�����ȳ���ɿ���ƽ��ӹ����z�y���g�������m�����죬Ҳ�m���ڬF��120�y�ęz���졣��������ԭ�t�������y���OӋ��һ�����w��ƽ���D���ɿɲ�ж�ġ�ģ�Kʽ����y�壬�Ķ�����ƽ����ĥ�D�Q����ƽ����ĥ�����͙z���y�ȡ�
3��ģ�Kʽ���y���Y��
�������y�ڻ��y�����\�ӣ����@�����y����120�y�������ĵ��P�I�������ʻ��y���c�w�M�ɵ��B�ӱ�횞鄂���B�ӣ��ɸ��Q�Ļ��y���İ��b��λ���o�̽Y����ģ�Kʽ���y���Y���OӋ���P�I�c�����b���g�MС���ڽY���OӋ�r��횳�ֿ��]�������Ĺ�ˇ�ԡ����^�����������ij��Փ�C����K�Q�����Ì����y�����b�洹ֱ���o���b����ʽ���䃞�c�ǻ��y���c���y�Ļ��y�����N�Ͼo�ܣ��DŽ����B�ӣ����b�^���Ќ����z���o�p�������b�ɿ�����ˇ�������ڌ��F����ռ��g�W(http://shengya888.com/)�J����ȱ�c���㲿�������^�࣬���������С�
����120�yģ�Kʽ���y���M����Ҫ����Ҫ�y�w�M��(�����y��)��ģ�Kʽ���y��(���º��Q���y��)���o�����(�ϡ����i�o�K����ᔼ�ֹ���N)����A�I�������ܷ�Ȧ�ȽM��(Ҋ�D1)�����y�w�M�ɿ��ɼ���������ƣ��c����ϵĻ��y��ԭ���A�Ϝp�������ơ�
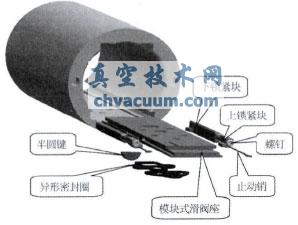
�D1 ģ�Kʽ���y���M��
����3.1�����y�w�M��
�����Ì���������ԭ���y�w�M���ϼӹ����ݼ{�i�K���L��(Ҋ�D2)���������y�w�M��Ҳ���˼ӹ������мӹ��ߴ������c��������ȫһ�µġ�������ɺ�����ƽ����²��������A�I�ۣ�����ģ�Kʽ���y�����b��λ��
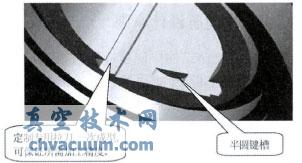
�D2 ���y�w�M��
����3.2�����y
�������y���j��λ�ò�׃�����m�������ӵ�ģ�Kʽ���y����ֻ��ԭ���A�Ϝp�������y���j�۵���Ȳ�׃����Ӱ���z���ȡ�
����3.3�������㲿��
��������ģ�Kʽ���y�������y���������ƻ���������y�w�M���Ќ��F���Q��
����(1)ģ�Kʽ���y��
�����µĻ��y���Y�������˷��wģ�Kʽ�Y��(Ҋ�D3)���Ɍ��ӹ��z�y�ϸ�Ļ��y�����ε������y�w�M�����M�в�ж�����Q�����F�Q���ޡ�ԓ�Y���Ɍ��F���I�����a����������|�������ڙz�y�����ɺ�������͙z��ˇ��
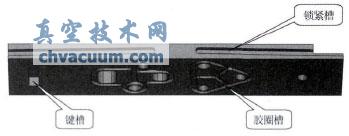
�D3 ģ�Kʽ���y��
����ģ�Kʽ���y����ƽ��Y��������Y���cԭ���y���Y����ͬ;����ӹ����c���y���������ڰ��b�����ܷ�Ȧ�Ĝϲۼ����ڰ��b��λ��A�I���I��;��ɂ����O�������c�i�K��ϵ��i�o�ۣ��Ɍ���ᔵęM�����D����Ŵ��Ĵ�ֱ�����o�̿ɿ������i������
�������y�����OӋͬ�r߀��ֿ��]�M���ܵ؝M��ӹ���ˇ��Ҫ���I�ۼ��i�o�۵ĽY�����H�ǰ��b�Y����ͬ�rҲ�����龫�ӹ�ƽ��Ķ�λ�A�o�Y����
����(2)��A�I
�������ڻ��y���ڰ��b�r�Ŀv��λ��ͬ�r�ɳ��ܿv������
����(3)�������z�ܷ�Ȧ
�����������w�����ܷ�Ȧ���ڻ��y���c���y�װ��b��֮�g���ܷ⣬ʹ���y���ĽY�����ӹ���ˇ���Σ��F���������㡣
����(4)�i�K
����ͨ�^бШ����ԭ�������i�o��ᔵ�ˮƽ�����Ŵ���ʹ���y���ι̵��i�o�ڻ��y�װ��b����(Ҋ�D4)��

�D4 �i�K
����(5)�i�o��ᔺ�ֹ���N
�����i�o��ᔌ��i�K������o���γ��i�o�������ֹ����Ʉӣ����OӋ��ֹ���N�������i�o������OӋֹ�Ӳۣ����OӋ�ˈA�h�Y�����ڷ��㰲�b�Ͳ�жֹ���N��
4��ģ�Kʽ���y���i�oԭ��
�����b�䌦(Ҋ�D5)�����i�K�քe��ģ�Kʽ���y�����Ҷ˰��b����������ƾo�����i�o��ᔏ��Ҷ��b�벢���o���˕r������2���i�Kͬ���Ҿ��������Ƅӣ����ϵ���Y���ػ��y���ɂȵ�б���ɵ�����Ƅӣ����i�K����ƽ���ڻ��y�IJۃ��Ƅӣ��ܼs�������������Ƅӣ��ʮa����б��Ŵ�����������Ķ������y���ι̵��i�o�ڻ��y�װ��b���ϡ����i�o���^���У������y��ֻ�����µ������]�����������������

�D5 ģ�Kʽ���y���M�b�D
5��Ӌ�������ԇ���C
�����ڻ��y���ϼӹ��ݼ{�i�K���L���Ƿ����ԭ�е��w���^ӯ��Ϯa��Ӱ푣��M���ˏ��ȷ���Ӌ�㡣����K�ķ�����֪���������258MPa��С���S�~�ď��ȘO��(��������)700MPa���M�㏊��Ҫ��
������ԇ����ɵ�2�טәC��120�y�Cԇ��_��ͨ�^ԇ��2010��12����Ѯ��ԭ�F�����aƷ�|���O���z����ĵ͜�ԇ�վ���քe�M����-50°C����48h�ĵ͜�����ԇ�Լ�110°C���3h���r�µĸߜؽ����ԇ��Y�������ϮaƷ�OӋҪ��
����2010��12����Ѯ����ԭ�F�����aƷ�|���O���z����ęC܇܇�v�z�վ��GB/T21563-2008��܉����ͨ�C܇܇�v�O��_�������ԇ�M��������S�C���������ģ�M�L����ԇ�_��ԇ��Ӽ��_��ԇ���ɺ���ԇ��120�y��TB/T1492-2002���F��܇�v�ƄәC��܇ԇ�������������ԇ�Y������Ҫ������ԇ�����y���w��ģ�Kʽ���y�������P�㲿����ã��o�Ʉӡ�
6���Y���Z
����2011��������C70܇�Ϲ����b��5��ģ�Kʽ���y����120�y�M���\�ÿ���Ŀǰ��ֹ����������B���ã�����һ�������������_������ˮƽ���ɴ˵ó����½YՓ��
����(1)���y����ģ�K���Y�����F�˻��y���ɸ��Q���OӋ��D����ԓ�Y���M�b����120�y�����似�gҪ��
����(2)ͨ�^�о�����՚��Ƅ��y�ڽY��������m���������칤ˇ���g���\�ù���ˮƽ���z��ˮƽ����̽����һ�l�������ׄ�����˼·��ʹ�՚��Ƅ��y��b�õ����졢�z��ˮƽ�@�ØO�����ߣ��������F·�\ݔ��ȫ��ͬ�r��������y�_�l���OӋ�ṩ���µĽY��ģʽ��







