���タ�y��ļӹ������ͺ������
1������
�����y���dž����{���y����Ҫ���֮һ��������Π�������{���y���������ԣ��ʌ����Π�Ҫ��dz������õ���������������ֱ�����ȰٷֱȺͿ��_���ԣ������タ���Գ�������һЩ������ϡ����ؼӹ��У����タ���^���͵ķLjA������Ŀǰ������ϵ�y��߀δ�ṩ���ƵķLjA�������a���ܣ�һ�����ֱ���M�ϣ����ú�����Ƽӹ���
2����ˇ����
2.1������D����
�������タ�y��(�D1)����ķ���ʽZ=16-0.0724X2���OX�S������0.05mm��ԭʼë���ߴ�駶55mm×98mm�����Ϟ�316L���y��ӹ��r��������צ�Զ��Ŀ��P�b��(�D2)����������ԭ�c�O�ڹ������D�����Ҷ��档����܇���Dz��Ç��a�A��ϵ�y��CK616i܇����
2.2�������WHILE�Z��
�����A��ϵ�y�������Ҫ��WHILE[���_ʽ]��������ѭ�h�Z�䣬��ָ���l���M��r������WHILE……ENDW֮�g�ij����l�����M��r������ENDW���m�ij���Ρ�
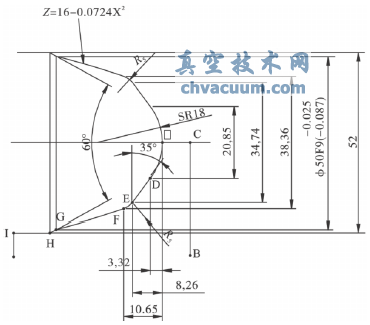
�D1 �y��
2.3���ӹ�����
����T01������ĥ�C�Aʽ܇��
����N10M42 ���S�n���x��
����N20M03S500 ���S���D���D��500r/min
����N30T0101M08 ����1̖��1̖���a����sҺ�_
����N40G00X56Z2 �����Ƅ���ѭ�h���c(B�c)
����N50G71U0.5R0.5P60Q190X0.6Z0.01F100 ÿ������0.5mmÿ���˳�0.5mmѭ�h��N60���_ʼ��N190�Y����ֱ�����ӹ�����0.6mm�L�ȷ��ӹ�����0.01mm�ּӹ��M�o��100mm/min
����N60G00X0 ����������(C�c)
����N70G01Z0F80 ����������ԭ�c(O�c)
����N80G03X20.85Z-3.32R18F80 ܇���A������20.85mm�L��3.32mm�돽18mm(D�c)
����N90G01X34.74Z-8.26 ܇����34.74mm�L��8.26mm(E�c)
����N100G03X38.36Z-10.65R5 ܇���A������38.36mm�L��10.65mm�돽5mm(F�c)
����N110�|10=19.18 �O��X��돽��ʼ׃��
����N120WHILE�|10LE25 �Д�X��돽�ǷK�c
����N130G01X[2*�|10]Z[16-0.0724*�|10*�|10]���タ���a
����N140�|10=�|10+0.05 X׃������ÿ��0.05mm
����N150 ENDW
����N160 G01X50Z-29.25܇����50mm�L��29.25mm(G�c)
����N170X52Z-30.98܇����52mm�L��30.98mm(H�c)
����N180Z-35.25 ܇���L��35.25mm(I�c)
����N190X56�˳�����56mm
����N200G00X100Z100 �����Ƅӵ��Q���c
����N210T0100M09 ȡ�����a����sҺ�P
����N220M30 ����Y��
�D2 �y��ӹ�
3���Y�Z
�������ڒ��タ��Ҏ�t�y������ľ��̣�ʹ��CAD/CAMܛ����һ����ڹ������������ӹ����������ĵ�ȱ�c���������љC�����܅����c�����Z�ԽY�ϣ��`��ą����O��Ҳʹ�C��������ѵĹ������ܡ�ͬ�r�o������^���^��������{�����g��






