�߉������{���y�ӹܺ����ޏͼ��g
����ij늏S���f�C�M�߉������{���y���M�в��|�z�r�l�F���M�������ӹܲ��|�c�OӋҪ����|���������C�M��ʹ�ù��ܺͰ�ȫ�����кܴ�Ӱ푣���Ҫ���Q���ޏ͡������ޏ͌�ԭ�зnj��Q���¿ڃ����錦�Q���¿���ʽ�����÷�ɢ��������ڲ����K�b����ԭ�t���m�����b�̶������ֹ�ޏ��^�̮a������׃�κ�λ��;�����^���У���������A��ضȺ͌��g�ضȣ����r�M�П�̎�����Y�������������ޏͺ�Ľ��^�M����ػ��R���w���y�T׃�����OӋ���S�����ȣ������|���_����JB/T4730-2005I���ϸ�˜ʡ�
����ǰ��
����ij늏S1000MW�C�M�߉������{���y���M�в��|���r�l�F���M�������ӹܲ��|�c�OӋҪ����|��������Ӱ�늏S�İ��b���ڣ���ʹ�����{���y���\���^���д��ڰ�ȫ�[�������ˌ�Ӱ푳̶Ƚ�����ͣ��������̵ĕr�g����ɽӹܵĸ��Q������1000MW�߉������{���y�Y���Ͳ��|�����^���⣬���Ѱl��늏S�ij�Ʒ��Ҫ�ڶ̕r�g�Ȍ��F�ӹܸ��Q�ޏ͌����R���ļ��g�y�}��
1���Y������
����1000MW�߉������{���y���Ă������y���Ă��{���y�M�ɣ�ÿ���y�T�B��һ���ӹܣ��y�T���w���Ϟ�ZG1Cr10Mo1NiWVNbN���M�������ӹܲ��Ͼ���P92呼����M����ˇ���̏��s�������L�������y�T�M����ĕr�����������£������y�T�M�b���|���s80t���߉������{���y����Y����D1��ʾ��
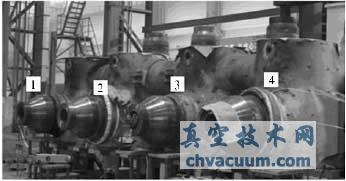
�D1 �߉������{���y����Y��
2�����g�y�}����
����2.1�������Է���
�����y�T���w���Ϟ�ZG1Cr10Mo1NiWVNbN�����ڳ���̼�����R���w䓣����ӕr��Ӳ�Դ����уA�����@�������γɴ�M�����ɷ֞��R���w���R���w+�F���w�M�ɵ�߅��^����s�ٶ��^��r���a���ִ��R���w�����p��Ӱ푅^Ӳ�;��s�ٶ��^���r���a���ִ��F���w�����p��Ӱ푅^���g���@���½���P92䓌��ڵ�̼(w(C)=0.07%��0.13%)�ߺϽ�(�Ͻ�������10%)�͟�䓣����Ժ�����̼���^�ͣ������Ѽy�����Բ��������ض��^�����У�횇�������A��ضȺ͌��g�ضȡ�
����2.2�����Q�ӹܼ��g�y�ȷ���
������D1��ʾ���M����������y�ӹܺ��p�o����μ��y�����ӕr���F�M��λ��ֻ�ܲ���ȫλ�ú��ӡ�����ͬ�rȥ�����ĽM�����y�ӹܡ��ĽM�{���y�ӹܣ���׃��ԭ�й�ˇ�ĺ���ģʽ����ͬ�r���Q�ӹܣ��������y1#��2#��3#��4#�ӹ��_�n���x��831mm��2#��3#֮�g���x��1232mm������Ă��ܿ�ͬ�r���ӣ������r���a�����棬���⣬�����y�T���g�MС�Ҽ������w�e�^���侀̽��Ҳ���l�����档
�����y�T�Ѿ��ӹ���λ���y�w�ͽӹܺ��p���“�Ẹ”�����¿��^������������a������׃�Ρ�����y�T׃�Σ���ֱ�ӌ����y�T�c�y�w�Լ��yо���o���b�䡢�ܷ⣬����׃�ο��Ʒdz��y;늏S���ص��y���Ǿ��ӹ���������ğ�̎��ֻ�ܲ��þֲ��ػ������y������e�^��ɢ������Ҳ������l��̎��r�ز��^��̎���^�̿����^�y��
3�����g�y�}��Q
����3.1���ӹܺ����ޏ�ˇ
������������Ȳ����ӟ�ķ����M�к�ǰ�A�ᣬ�A��ضȞ�250�桫300�棬ʹ�Üy�x�y���A��ضȡ�����ʯ���������p�ɂȸ����Ľӹܺ��y�����w���������ɢʧ�������ֹ��廡����ף����l늻�����䡢�w�棬���Ӆ���Ҋ��1���������8��15L/min��ֱ�����ӣ������ٶ�20��35mm/min��ÿ���[�ӌ���С�ڵ���10mm��ÿ�ӶѺ����С�ڵ���4mm��ÿ����һ��Ҫ���r�M���������A��ض��_�����_ʼ���ӣ����g�ضȿ�����300�桫350�棬�����^���в����S���κ�ȱ�ݡ�
��1 ���Ӆ�����

����3.2���ӹܺ����¿ڃ���
������D2a��ʾ��ԭ�OӋ�ӹ��c�y�������¿ڞ��߅30°V�ͷnj��Q��ʽ���¿�����ӹ���������׃�β����ƣ������^�����װl�����档�����ޏͲ�������D2b��ʾ���¿ڽǶȞ�16°�Č��Q�ͺ����¿���ʽ�����ӹ�����С������׃���^���ƣ����s���ޏ͕r�g��

a����ǰ
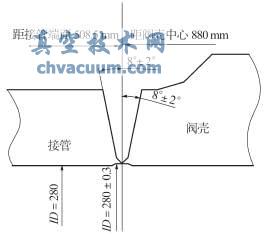
b������
�D2 �����y�b���¿ڃ���
����3.3������׃�ο���
�����ӹ��c�y���錦�ӭh���p���¿���ȼs180mm�������^�������a����׃�Σ��@��Ӱ푸߉������{���y�M�������ӹ��c늏S�ܵ��İ��b���ȣ��������ޏ��^���Б�������ƽӹ��c�y���ĺ���׃�Ρ���Ҫ��ȡ�����´�ʩ�M�п��ƣ�
����(1)�b��Ҫ���¿ڸ��������S���eλ�����^±1mm���ɂ��¿��g϶��2mm���ڲ����K�b����ԭ�t���m�����b�̶�����Է�ֹ�����^���Юa��׃�κ�λ�ơ�
����(2)���Ӆ������xȡ����pС����ݔ��������ƺ���׃�Σ����ӕr�M������С�������ĺ��Ӆ�����
����(3)�������Ĵ_��������׃�εıO�y���������������Q���ӕr�ܲ������g�����ƣ��ڱ��C�������ڵ�ǰ���£����÷�ɢ����������b�䲢����1#��3#�����y�ӹܣ����b�亸��2#��4#�ӹܡ����Ã��ˌ��Qʩ������ж��Ӷ�����ӣ�ʩ����ע�⺸���g�Ľ��e�ͽY�ϣ�������F“����”�������ֺ���ƽ������������ʾ����D3��ʾ�������^���к�ȷ���ÿ��30mm횙z�y�ӹ��c�y�������Լ��ӹ��c�ӹ����������ߴ硣
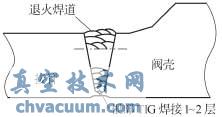
�D3 ��������ʾ��
����(4)���͜ض��ݶȡ����ӕr�y���ⲿʼ�K�������l�Б��ӟᣬ�Ȳ����������մ����ӟ�Ƭ�M���a�ᣬʹ�������Ӳ�λ�ĜضȾS����200�桫250�档
����(5)̽���r�g�Ĵ_�����齵�ͷ�����ȱ�ݵ��L�U���������؏ͷ����p����ɵĺ���׃�Σ��ں�����80mm��rֹͣ���Ӳ��M�Пo�p�z�ϸ���^�m���ӡ�
����3.4�������̎������
�����ɲ��Ϻ����Կ�֪��ZG1Cr10Mo1NiWVNbN��Ӳ�Դ����уA�����@��P92䓌��ض����У����ֹ���^�a��ȱ�ݣ����Ӻ��r�����^�M�П�̎����������C�ޏͺ���^���^�M�����ں��ӮaƷ��ͬ�r��������ͬ�Ĺ�ˇ����ԇ�K�����c�aƷͬ�r�M�П�̎���������ޏͺ��p�ⲿ�������l�Б��ӟ������Ȳ����������մ����ӟ�Ƭ�a�ᣬ�ضȲ����غ��p���Q���õ���ֻ���ż�M�бO�ء������ٶȲ����^80��/h�������ٶȲ����^60��/h(200�����²����ƽ��أ���Ȼ��s)�����˳�ֵõ��ػ�M�����ضȿ�����710�桫730�棬����8h��
����ԇ�K��̎����ĺ��p���^�^�M����D4��ʾ���ɈD4��֪�����p����Ӱ푅^���ۺυ^����ػ��R���w�M�����������õě_���g�Ժ߶������ij־����Լ��Ꮚ���ܡ�
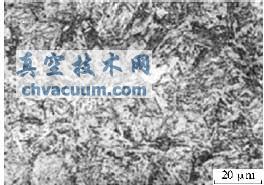
a���p�^
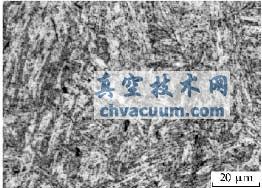
b��Ӱ푅^
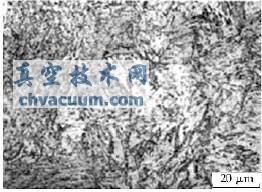
c�ۺϾ�
�D4 ԇ�K���p�^�M��
4���ӹܸ��Q��ĮaƷ�z�
����ͨ�^�����p����Ӳ��(Ҋ�D5)�M�Йz��֪�����^Ӳ��̎��180��230HB�����ֵλ�ں��p���ą^���ɴ˿�֪�����^��̎����ĺ��p�@�����cĸ�������Ӳ��ֵ��
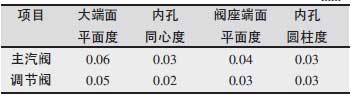
�������o�p̽���z�ӹܺ��p�|���_���侀̽���˜ʺͳ���̽���˜ʢz�Ҫ���y����λ����z�Y�����2��ʾ���ɱ�2��֪������Ҫ��λ���׃���������OӋҪ���0.10mm����֮�ȣ��M���b��Ҫ��
��2 �y�T����Ҫ��λ��׃���� mm
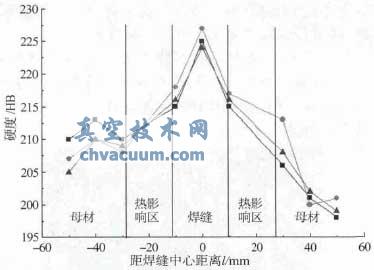
�D5 ���ӽ��^�@Ӳ�ȷֲ�
5���YՓ
����(1)���f�C�M�߉������{���y�ӹܸ��Q���g�y�ȴ�ͨ�^��ZG1Cr10Mo1NiWVNbN��P92���|���ӭh���p�z��֪�������ޏ���Ч�ر������Ѽy�Ⱥ���ȱ�ݵĮa��������@���˻ػ��R���w�M�������C�˺��ӽ��^�����ܡ�
����(2)��ԭ�к����¿��M�Ѓ����OӋ�����÷�ɢ��������m�����b�̶������Ч��ֹ���ޏ��^�̮a������׃�κ�λ�ƣ�������������






