RH��նȺ�������ˮҺλ�߶Ȍ�����Ч��Ӱ푵Č���о�
�����������ij�S210 tRH-TOP ��վ����b�ú�䓰���ԭ�ͣ���ģ���cԭ�ͱȞ�1��4 �ı�����������RH ��վ���������ģ�͡��о�����ն��������Һλ�߶Ⱥͽ��n�ܽ�����Ȍ�䓰�ѭ�h(hu��n)���������r�g��Ӱ�Ҏ(gu��)�ɡ����Y(ji��)���������ڱ�������(n��i)����նȞ�11.2 kPa��16.8 kpa �͌��HҺλ�߶Ȟ�320 mm~400 mm �r��ѭ�h(hu��n)�����ͻ��r�g��������
����RH ���ѭ�h(hu��n)�����ɵ�Ruhrstahl ��Heraeus��˾��1959 ���_�l(f��)�ɹ�����(j��ng)�v��60 ��İl(f��)չ��RH�ѽ�(j��ng)�������һ��Ó���O(sh��)��l(f��)չ�ɞ�һ�N�������Ó�⡢Ó̼������Ó̼������Ó�ض��a��������ضȺͳɷֵȵĶ�ܠt�⾫���O(sh��)�䡣RH ���ѭ�h(hu��n)�������������ȵذl(f��)�]�O(sh��)��ĝ�������һ����Ҫ���n�}����(y��u)��ұ��(y��ng)���Y(ji��)��(g��u)����(sh��)��ˇ��������(sh��)���������w���ӡ���ϵļ��g(sh��)����һ���ӿ����a(ch��n)��(ji��)�ࡢ�������a(ch��n)�ɱ�����Ч�ֶΡ�
����RH ��վ����^�����ˮ�ښ��ݸ��������µ�ѭ�h(hu��n)���������l(f��)�����N�������W(xu��)�F(xi��n)��Ļ��A(ch��)�ͺ��ġ�RH ��ѭ�h(hu��n)������ÿ���ͨ�^����ҵ��Һ��(t/min)��ֱ��Ӱ�������������Ч��������RH��ѭ�h(hu��n)�������ˮ��Ó̼��Ó����Ó�䡢ȥ���A�s���Լ��ˮ��϶��������ģ�RH ��վ�������(y��ng)����(n��i)��ѭ�h(hu��n)����Խ��RH ̎��r�gԽ�̣����ѭ�h(hu��n)������Ŭ��ʼ�K�]��ֹͣ�^�����r�g���Á�ֱ������RH �������Ч�ʵ�һ������������ϕr�g���L�̷�ӳ��RH �����b�����Һ����ͻ���Ч������ϵ������Լ���ϕr�g���L��Ӱ���RH ��̎��Ч����
�����������ұ��Ʒ�N���ӻ����|(zh��)�����������L��RH ��������˸��ߵ�Ҫ�����߬F(xi��n)��RH �O(sh��)���Ó̼��Ó���������s��̎��r�g������߾���Ч�ʡ�RH �ľ���Ч���cѭ�h(hu��n)�����������P(gu��n)��������ѭ�h(hu��n)�����ͻ��r�g����RH ���ѭ�h(hu��n)������(y��u)����ָ�ˣ�ͨ�^ˮģ����о������Ч���RH ����Ч�ʵ��ֶΡ��о���RH ̎���^�̵���նȌ�����Ч�ʵ�����Ҏ(gu��)�ɡ�
2.5�������Һλ�߶Ȳ�׃����նȌ�ѭ�h(hu��n)������Ӱ�
�������߀�y���������Һλ�߶Ȳ�׃��r��ѭ�h(hu��n)�����c����҃�(n��i)��նȵ��P(gu��n)ϵ�����?z��i)��M�����Һλ�߶Ȟ�96 mm��ģ�M�F(xi��n)������ն��xȡ0.1 kPa��5.6 kPa��11.2 kPa��16.8 kPa��22.4 kPa��28.0 kPa ��33.6 kPa�����õ������Һλ�߶Ȳ�׃�r����ն��cѭ�h(hu��n)�������P(gu��n)ϵ�ľ��w���Y(ji��)��Ҋ�D6���ĈD6 ���Կ��������Һλ�߶Ȳ�׃�r��ѭ�h(hu��n)�����S����նȶ�׃�����ȱ��^С��׃��������125 t/m3 ��132 t/m3 ֮�g���@���������Һλ�߶Ȳ�׃����ͬ��ն��µ�ѭ�h(hu��n)����������׃��
2.6�������Һλ�߶Ȳ�׃����նȌ����r�g��Ӱ�
���������Һλ�߶Ȟ�96 mm ���ֲ�׃��ģ�M�F(xi��n)������ն��xȡ0.1 kPa��5.6 kPa��11.2 kPa��16.8 kPa��22.4 kPa��28.0 kPa ��33.6 kPa���y������������1200 NL/min �r��ѭ�h(hu��n)�����ͻ��r�g�����Y(ji��)��Ҋ�D7���ĈD7 ���҂����Կ��������r�g���ֵ����նȞ�11.2 kPa �r��46.5 s��Сֵ����նȞ�0.1 kPa �r���43.2 s����ֵ��3.2 s������նȞ�0.1 kPa ��33.6 kPa �ķ�����(n��i)���r�g��׃�����^С���@�������^������£���������҃�(n��i)Һλ�߶Ȳ�׃��׃����նȵĕr�����r�g�y���Y(ji��)����Ӱ푺�С��
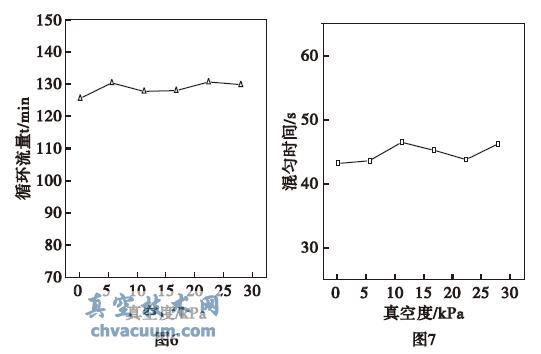
�D6 ѭ�h(hu��n)�����c��նȵ��P(gu��n)ϵ�����D7 ��ͬ��ն��µĻ��r�g
2.7��ӑՓ
������նȲ�׃�����C�����Һλ�߶���240 mm���ϕr����ѭ�h(hu��n)������Ӱ��^�����@�����^�ߵ�Һλ�߶�����ͬ�IJ����ƶ������^���ѭ�h(hu��n)����;��նȲ�׃�r���r�g�S�������Һλ�����Ӷ��������������r�g�������Һλ��240 mm��480 mm �rЧ����ѡ��C�Ͽ��]����錍ʩ�Е��ܵ��ܱ��Ͳĉ������������ص����ƣ����Ԍ��HҺλ�߶Ȟ�320 mm��400 mm �r�^�ã��^�m(x��)����Һλ�߶Ȍ�ѭ�h(hu��n)��������ߎ���������Һλ�߶Ȟ�320 mm��400 mm �rҲ����ѵĻ��r�g���ڽ��n�ܽ�����Ȳ�׃����r�£��������
�����նȵĸߵ͕�Ӱ�����Һ�䓰���(n��i)�Һ�����(����׃��������c䓰�֮�g�ĉ���)����ն�Խ�ߣ�����҃�(n��i)��ҺλҲԽ�ߣ��@��ȻӰ��ˮ��ѭ�h(hu��n)����׃����ѭ�h(hu��n)��������նȞ�11.2 kPa��16.8 kPa֮�gȡ�����ֵ���˕r����҃�(n��i)Һλ�߶Ȟ�320 mm��240 m;���r�g���Y(ji��)��������ն�ԽСԽ�����c�������ն��^С����(d��o)������҃�(n��i)��Һλ̫С�������Һ���ӣ����ԑ�(y��ng)ԓ�ڲ�Ӱ��Һ���ӵ���r�£�����һ���������Һλ�߶ȡ�
����������҃�(n��i)Һλ�߶Ȳ�׃����r�£�׃����նȣ��y���Y(ji��)���õ���ѭ�h(hu��n)������׃��������125 t/m3��132 t/m3 ֮�g����Ӱ푱��^С;���r�g����նȞ�0.1 kPa ��33.6 kPa �ķ�����(n��i)����43.2��46.5 s�����r�g��׃��Ҳ���^С���f���ˮ��նȵ�������ͨ�^��׃������ˮҺλ�߶ȁ팍�F(xi��n)�ġ������Һλ�߶Ȍ�ѭ�h(hu��n)�����ͻ��r�g�����Q�������ã��ڌ��H���a(ch��n)��ͨ�^�{(di��o)����նȴ�С�ͽ��n�ܵĽ�����ȁ��{(di��o)�������Һλ�߶ȣ����ґ�(y��ng)ԓ������������Һλ�ĸ߶ȣ����C�����Һλ�߶ȴ���240 mm��
3���Y(ji��)Փ
����ͨ�^�����о����Եó���
����(1)����҉�����100 Pa �r�����HҺλ�߶Ȟ�320 mm��400 mm �r��ѭ�h(hu��n)�����ͻ��r�gЧ�����;
����(2)���n���M����Ȟ�160 mm �r����ն���11.2 kPa ��16.8 kPa ֮�g��ѭ�h(hu��n)�����ͻ��r�g������;
����(3)�����Һλ�߶Ȟ�96 mm �r��ѭ�h(hu��n)������125 t/m3��132 t/m3 ֮�g׃�������r�g��43.2��46.5 s ����׃������նȵĴ�С����Ӱ푱��^С��