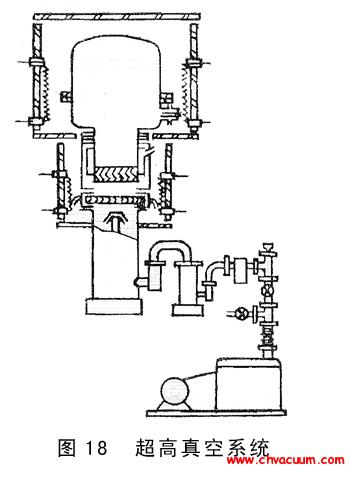
Ӱ����ϵ�y(t��ng)�����ء����濾
�����濾�錍�F(xi��n)������շ��� (<10-8 hPa) ��(n��i)�ĉ�������횝M�����l����
������ձõĘO����նȑ�(y��ng)ԓ��������O�މ�����10 ����
��������ҺͲ�����ʹ�õIJ��ϱ��ᘌ���С�������M�Ѓ�(y��u)�������Ҿ����m��?sh��)ı���̎���ȼ��?/p>
������(y��ng)ԓʹ�ý����ܷ��(���磬CF���m�B�ӻ� ISO ���m�˜ʵ� Helicoflex �ܷ��)��
�����坍�����dz����������횣��������в�������ڰ��bǰ�ص��坍������厧�o��֬�����M�а��b��
�����O(sh��)�����ձñ���M�к濾��
�����چ��Ӽӟ���֮ǰ����횱��Ⲣ�ų�й©����ˣ����ʹ�ú���z©�x���ĘO�U�|(zh��)�V�x��
�����濾�@�����ӽ����ʺ͔Uɢ�ʣ������@����(d��o)�³����r�g���s�̡��������칤ˇ�����һ�����E��UHV ��;��ǻ�ҿ��ڜضȸ��_ 900 °C �r�M���˻������m(x��)�濾�� �����_��300 °C�������������P(gu��n)����ձ÷��m��ߺ濾�ضȵ��f��ͨ�������I(y��)�е���ߜض����ƞ� 120 °C�����������O(sh��)����ʹ�ß�Դ(���磬ݗ��ӟ�)���t���ó��^���S��ݗ�书�ʡ�
�����O(sh��)���ڰ��b�ꮅ��Ͷ���\�С����_�� 10-5 hPa �ĉ������_���ӟ������ڼӟ��^���У��� 10 С�r���g�����Ӌ�M�в�����Ó�⡣���ʹ�þ����m������̎���ȼ��IJ��P������ͽ����ܷ����120°C �ĺ濾�ضȺͼs 48 С�r�ļӟ�r�g�����_�� 10- 10 hPa �ĉ���������
�����濾��(y��ng)ԓ���m(x��)��ֱ���_���A(y��)�ژO�މ����� 100 ����Ȼ���P(gu��n)�]�ú�����ҵļӟ���������s�ܿ��ܕ����F(xi��n)����ĘO�މ������ډ������� 5 · 10-10 hPa �҃�(n��i)����e�^��r����������ʹ�Ú��w�Y(ji��)�ϱ�(����A��)��ԓ���Ը��w�e��������Ľ������ݳ��Ě�⡣