�ߜ��ͱÙCе�ܷ�l��й©��ԭ�����
�� �Cе�ܷ����\���Юa����Ħ����ʹ�ܷ����Ĝض�����,�粻���������Ĵ�ʩ,���a�����½Y��:���ܷ�����gҺĤ������ĥ�p�ӄ����ڄӡ��o�h�a����׃��,��ʹĥ�p�ӄ���й©���۽��|���Cе�ܷ�ĸ��g���ʼӿ졣���o���ܷ�Ȧ�ϻ���׃�|��ʧЧ��
Ŀǰ,һ�����ˮ�䷽ʽ���Cе�ܷ�̎�ض��M�п���,Ȼ�������@�N��ʽ�ձ���ڽY�����},���S(��) ���γɵ�ˮ�������Ɖ��ܷ⡣�^������Ľ�Q���������x��ܛ��ˮ�M����s,���Ǵ�헸���ɱ�̫��,�����Բ��ߡ���Ŀǰ��ֹ,�����Пo�Cе�ܷ����a�S�����a����Ч��ֹˮ�����ɵ��Cе�ܷ������Ќ���sˮˮ�|�^������ęCе�ܷ�ʧЧ�M���˺����U����
�ߜ��ͱù��r����
ʯ��Ƽ����F����˾���p���b�ó��s���ױ���̖��150AY��150×2B,���|�ضȞ�280��;�������ױÞ�100AY��120×2B,���|�ضȞ�365��;�p�����ױ���̖��100AY��120×2B,���|�ضȞ�380��,�����p��AY���ͱ�,�����ò��y�ܙCе�ܷ⡣�������������ñá��p�������ñ�Ҳ���ʹ�ò��y���ܷ�,����|�ض���200��400��,����������0.75��1.75 MPa��ÿ�_�õ�ƽ��ˮ������������7��20d��
�ߜ��ͱÙCе�ܷ�l��й©ԭ�����
�ߜ��ͱõ�ˮ������
�ęC���ܷ�ǻ��ȡ���Y���ӱ��M�����}��ζ�ԇ�ڵζ����^����,�l�Fˮ�����]�����A�ڵ��ǘ���u�ֱ��ܽ�,�෴ֻ�к���һ����ˮ�����}���ܽ⡣����������Ɯy,ˮ������Ҫ�ɷ֑�ԓ��̼���}������}�,���}��ĵζ�ԇ��д��Ǖ��ܽ��,���ǵζ�ԇ�ĽY���c�Ɯy����������,��ˮ�������M����ˮ�|Ӳ�ȷ���,��Y��Ҋ��1 ��
�ı��п��l�F,�Ҹ�����|����ȼs�ǿ���ָ�˵�5 ��,��COD ���|����Ȅt���_����ָ�˵�20 �,�ɴ˿��ԔඨCOD �͑Ҹ����|����ȵĮ����nj�����sˮ�Y������Ҫԭ��
��1 ��ˮ�|Ӳ�ȷ���ԇ����
�� COD �����û��W������(����i���) ��ˮ�п��������|(���ЙC��������}�����F�}�������) �����ֽ�,Ȼ�������������������Ӌ�������������,�DZ�ʾˮ�|��Ⱦ�ȵ���Ҫָ�ˡ���ֵԽС,�f��ˮ�|��Ⱦ�̶�Խ�p��COD����ȵij��˞���N�����������ṩ�˜ش�,�Ķ��a��������ճ�ࡣ�S������ճ���������������sˮ�ܾ��Ķ���,����ճ���ڸߜ���Ӳ�Y,������ճ�����}����ܽ��Ǻ����y��,�@�c�S�ެF�����}����ͨ��sϵ�y���y�ĬF�����Ǻϡ�
�Cе�ܷ�̎�Y������
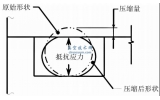
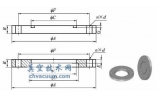
���y�ܙCе�ܷ�ĽY�����DҊ�D1 ��
�D1 �����y�ܙCе�ܷ�Y��ʾ�D
�����ɈD1 ��֪,��sˮ�M����sǻ���ֱ����������3̎: �لӭh�c�S��̎�g϶̎�����S����A�cˮ�׃ȈA�g϶̎����ˮ����A�c�o�h���y�܃ȈA�g϶̎��
�����g϶1̎����sˮ��������,�Q����ˮ,��sЧ�����ѡ�һ��ˮ�������ɜض���80������,���g϶1��3̎�ĜضȾ����ڴ˜ض�,�}�V�}��Լ�����ճ��ĽY���������@3̎�Y������,����ˮ�����oՓ���}�V�}�ˮ��,߀������ճ��ˮ��,�����ٶȶ��ܿ�,�e�ǜض���ߵ��g϶1 ̎,�ߜ،������ӭh׃��,����ܷ�ĥ�p�a��й©��ͬ�r�����g϶1��3̎ˮ��������,�������S���ӡ��o�h�ܷ���ı���ֲڶ�,Ҳ�����M�ܷ����ĥ�p,��əCе�ܷ���Fй©��ˮ�����Mһ������ʹ�g϶2��3̎���ӜpС,ʹ��sˮ����Ч���Mһ���½���
��ˮ�����o�h���y�܃ȈA��ˮ����A̎�Ѽ��������o�h�h���cˮ�������g϶�r,���a�����ɂ��Y��: ��ʯī�o�h���ܷ���ĥ�p��,���y�ܵď����c���ֲ�ƽ����֮�Ϳ˷�����ˮ�����o�h����Ħ������,�o�h�������ܷ����a��,�،����F���^���ص�й©����һ���ܷ���sˮ��Y����׃С��������,�ܷ�ǻ�ȵ���s�l������������,�e�����ܷ�ǻ�ȵ�ˮ���ڸߜ���׃������,ʹ�ܷ�ǻ�ȵĉ�����������,һ�����ڲ��y�ܵď����r�������_�ܷ����,�a���O����صć���ʽй©,���l���y�Եĺ����
�����˱��������ͱÙCе�ܷ⇊���¹ʵĬF����r,�c����ķ��������Ǻϡ�
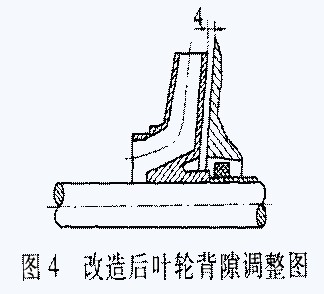
��sˮ�ܾ�����
Ŀǰ�ߜ��ͱ�����sˮ�ܾ����Dz�������ܛ��,���ߜص����ܱ��^��,��sˮ�ܾ��ߜ�ܛ��׃�κ�,�p�tʹ��sˮ������׃��,ʹ�Ã���sˮ�Y�����ٶȼӿ�,�tÓ����əCе�ܷ�й©�������ͨ�^���ճ��S�o䛵��������Y�l�F,��������ܛ��ԭ���µęCе�ܷ�й©������ռ���Cе�ܷ���ϵ�1/3��
�C������,����3 �Nԭ��ͬ���õĽY�������˙Cе�ܷ�l����й©��