�����F��
2008-10-22 ���R ��ռ��g�W����
�F�������õ����N���c�^�͵Ľ����B�Ӄɂ���������ķ�������һ�N�͜غ��ӡ�ԓ�����ǰѱ������ٺ͵����c���Ϸ���һ��ӟᣬʹ������Һͨ�^ë�������������M��ɂ���������ĺ��N���ı����g���g϶�У��F�����ӵ����c�Dz��p�������Ľ��ټ�����������ڳߴ��^С��䓡��~���S�~������ܵ����B�ӡ��F������Ĝضȶ���500�����ϣ����ȱ��F����������c��50��200�档��չ�ˇ�е��F�����ϱ�횼��������е͵����≺�������F���ض��½��������ӣ�����ͬ���ӽ����γɺϽ������c��횵��ڱ����ӵĽ��١���l���m������F����һЩ�������ϼ��亸�ӵĜضȺ���ʹ�õĺ��ϡ�����Щ�����������Ե���r�У�ijЩ�F���Ͻ��cijЩ�e�Ľ���һ��ʹ�á����磬�ɷ�(�F�ⒺϽ�)�������y�M���F��������y�B�ɷ����a��Ƭ�ѡ�
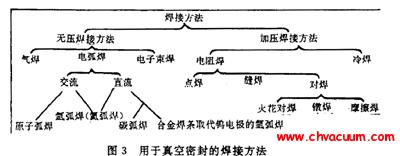
�����F���ķ�ʽ�л��溸���t���Б����ӡ�
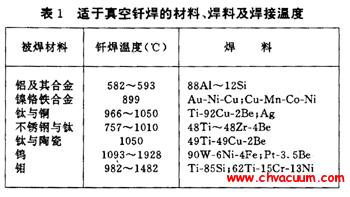
�����F����������Ȳ�桢�����桢��������ȳ��F���~ʹ���������Ա����׃�⣬һ���ʹ���������߀ԭ�档�����F����Ҫʹ�ú����������회������Ľ��^���м�������Ƀ�����隈�����ܷ�����һ�ȵĺ������иߵij����ʡ�
�t�F�������ھ��б��o���(��ա����Ԛ��w)�Ġt�мӟ�Ҫ�F���Ľ��ٽM����
�Б��F�����ø��l���(400��2000kHz)���ӟᡣҪ�F������������ڌ��T�b��ĸБ���Ȧ�С�
��������F���IJ������≺�^�ͣ���������l���º��ӵģ�������������Ա��C���ߵĺ����|��������Ҳ�U�����F����ʹ�÷��������Ԍ����ӕr�����Ժ��Ļ��Խ���(����)���p����(���X)�Լ��y�۽���(���u���f���g)���M�к��ӡ�����@Щ��������l������ȫ���Ա����ں��ӕr�c����ˮ����͵��Ȯa�����ҷ������Ķ����C�˺��p�ĸ��|����
Ҫ�M������ܷ��Ҫ�õ���©���F�����p������ѭ���и��c��
�ّ�ʹ�ñM�����������F���Ͻ��@�Ӻ��pС�������坍�����ô����F���Ͻ�r�õ��ĺ��pҪ�á�
�ں����g���g϶���܌���Ҏ�t��
�ۺ����g�����Ӳ��ֵ���Сֵ�����3mm���ϣ��Ա�ë�������M�F���Ͻ�
�����Ҫ�F������Ûϵ����ͬ�Ľ��٣����ʹ�M������s�^���Љ��s�F���Ͻ�
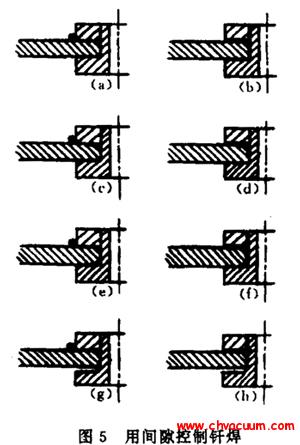
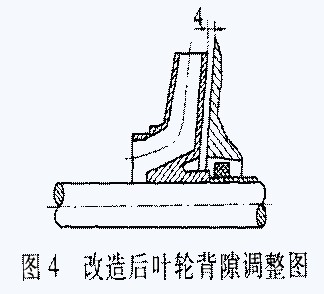
�ݺ��p�ĽY���ܿ����F���Ͻ�����ӡ��ڽ��ϵ��g϶�Q���F���Ͻ�����������@Щ�ǡ��ĈD5��Ҋ������(�D��a)��ʹ�F���Ͻ�������^���к��p(�D��b)���γɈԹ̶���©�ĺ��p���A������F���Ͻ�����ӡ��ٶ����F���Ͻ��@�˵ĵ�һ�����LjA��(�D��c)���F���Ͻ��ͨ���^�@����(�D��d)��ֻ�Ю��ڶ������LjA�Ǖr(�D��e)�����p�ŕ����^�Թ̶���©(�D��f)����ס�A�ǵķ�߅ͬ�ӕ���ֹ�F���Ͻ������(�D��h)��
�����Ҫ�����F���Ͻ��ڱ��������ӣ����������Ϳ̼���t��
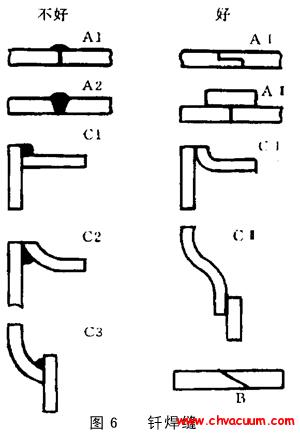
������������ܷ���F���У�����x���Ӻ��ݽӣ���D6��ʾ��








{kind=link}