���ķ���ϩ�ͺϲ��ϟ��Y�^�̜ضȿ����о�
�������ķ���ϩ���Ѓ��������g�ԡ��ߵ͜��ԡ����ϻ���, �Լ��O�͵�Ħ�����ԝ��������� ,�ڻ������Cе�Ⱥܶ��I���ЏV������, ���Ժ�ľ��ķ���ϩ�ͺϲ������ܷ��ИIʹ�õ�һ�N��Ҫ���ϡ����ķ���ϩ������һ�N����������, ���������ڠ�B�µ�����Ȼ���_1010��1011Pa·s,�������y, һ�������Ʒ�ĩұ��ij��ͷ���, ���Ѿ��ķ���ϩ��ĩ�������ٸߜ؟��Y����, ���Y��ָ�Ѿ��ķ���ϩ�A����Ʒ�ӟᵽ���w���c327������, ʹ�ۺ�������ɽY���ΑB��u�D׃��o���͑B, ��ɢ�Ć���֬�w��ͨ�^�����Uɢ�����Y��һ���B�m�����w, �ٽ���s�ۺ�������ɟo������u�D׃��Y���ΑB���������ߏľ��ķ���ϩ�ͺϲ��ϵğ��Y�^��, �о������σ��ⲿλ������׃��, �Լ����������ٶ�, �����D׃�c�����ı��ص�Ҫ�ؿ���, ���M���p�ٸ���λ֮�g�IJ��
1��ԇ��
1.1��ԇ�ԭ�Ϻ��O��
����ԇ�ԭ�ϲ�������������Ծ��ķ���ϩ��, ��Ҫ�M��Ҋ��1��
��1��ԭ�ϽM��
����ԇ��O����Ҫ��PTFE����Һ���C���ߜ؟��Y�䡢�ؿx�ȡ�
1.2��ԇ���c�yԇ����
1.2.1��ԇ�һ
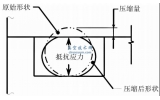
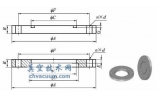
�D1�����ķ���ϩԇ������ʾ��D
����������������ķ���ϩ������Һ���C���Ƴ�ֱ��40mm ×70mm����, �ڰ��ϵ������S���@һС��������λ��, ��D1��ʾ�����ؿx��һ��̽�^�b��׃�, Ȼ����ͬ�ӵ������ķ���ϩ���Ϸ��]С��,��ԇ�����ڸߜ؟��Y���, ��ȡһ���ؿx��̽�^���ڟ��Y��ȿ������ς���, ���D2��ʾ�ğ��Y�����M�П��Y��
�D2���A�Oԇ�ӟ��Y����
1.2.2��ԇ��
�������џ��Y��ֱ��40mm ×70mm�����b�Üؿx��̽�^, �������Ѽӟᵽ300��ĸߜ؟��Y���, ���Y������bһ���ؿx��̽�^, �������ص�370��, Ȼ��������s��
2���Y���cӑՓ
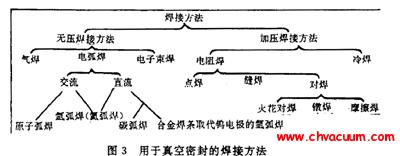
������ԇ�һ�y�õ�ԓ�����ķ���ϩԇ���ڟ��Y�^�����ⲿ�c�������ĵ�������r��D3��ʾ��
�D3��ֱ��40mm ×70mm���ϟ��Y�^�����ⲿ���������ĵğ��Y����
�������ķ���ϩ���ϟጧ�ʲ���, �H��0.251W/(m·K), ԇ������õ������Ծ��ķ���ϩ�mȻ�ጧ����������, ������Ȼ���������ԇ�����Ŀ��c������g����17.5mm, �ĈD3�����������Կ���,ԇ����330����ǰ��50��/h�����ٶ���, ���ڟ�����^����, ԇ�����ı��ⲿ�ض�ʼ�K��11��12��,���Ϗ���ض��ݶȞ�0.6��0.7��/mm�������ٶ����, �ض��ݶȕ��S֮�Ӵ�, ���ķ���ϩ���ϟ���Ûϵ����, �ز��^�����ɸ���λ��Û��һ��, ���������_�ѵ��L�U, ���, �����ƷҪ�������������ٶȡ�
���������ں�ͬ, ���Y�r�����ٶ�һ����Կ�����15��100��/h�����ķ���ϩ���ڜضȞ�327��, ���Hʹ�õľ��ķ���ϩ�����и��N���ϟ��Y���ڜضȲ�ͬ, ���̎�s342�� , ��˾��ķ���ϩ���ό��H��ȫ������350��, ���Y��ߜض�һ���OӋ��360������, ���ض��^��(390������) �֕����پ��ķ���ϩ�ķֽ�, ��������½�, ��ˌ�����x�����Y�ضȞ�370�档�ĈD3���Կ���, ԇ��������330��370��������^�����@���F�˃ɂ��A��, 337 ����ǰ�����ٶ�ֻ��16��/h, 337���Ժ������ٶȼӿ�, �_��60��/h���@�����ھ��ķ���ϩ���������c�����ľ����D׃������Ҫ���ո���ğ�������, ����ھ��ķ���ϩ���ϟ��Y�r���ص�335��340�摪����һ�Εr�g, ����������ز��^��������Ʒ�_��, ��ֱ��40mm ×70mm�������ĵ������^�̽yӋ���ؕr�g�S�ں���Pϵ��4min/mm��