����ë��(x��)©��©�ʵĜy(c��)��
һ������
�S���ƌW(xu��)���g(sh��)�İl(f��)չ���e�Ǻ��졢�����Լ���܇������ИI(y��)�İl(f��)չ���z©���g(sh��)Խ��(l��i)Խ�ܵ����ИI(y��)����ҕ���e�nj�(du��)�z©��Ҫ����Ӷ������������������ИI(y��)��(du��)�z©Ҫ����(0.5��20)��/��֮�g���ஔ(d��ng)��(10-5Pa.m3/s��3×10-7Pa.m3/s)����ԓ�ИI(y��)�д����ÃɷN�z©��������һ�u�ؙz©�x�z©��������|(zh��)�V�z©���ڙz©�^(gu��)���ұ��y(c��)���������ģ�M������B(t��i)������(n��i)����ý���_(d��)����������8kgf/cm2���ҡ�
Ҫ��z©����������Ø�(bi��o)��(zh��n)©��(du��)�z©�x�M(j��n)��У��(zh��n)��ԓ�N��(bi��o)��(zh��n)©�ױ���܉�M�㷶��Ҫ����ұ�횿��Գ��ܴ���8kgf/cm2�ĉ�����Ŀǰ����õ���һ�N����ë��(x��)©�ף���(gu��)��S��ֻ�ṩ�o�Ñ�һ�l��(du��)�ض����w��У��(zh��n)�������������ǽo��Ӌ(j��)�㹫ʽ���҂�ͨ�^(gu��)һ������Փ�ƌ�(d��o)��ԇ�(y��n)�(y��n)�C�ó��ˌ�(du��)��ͬ�Ě��w���Լ���ͬ��С��ë��(x��)©��Q-P�P(gu��n)ϵ���������ڙz©�^(gu��)�������_ʹ��ë��(x��)©���ṩ����Փ���A(ch��)��
����ë��(x��)©����ԭ������Փ©��
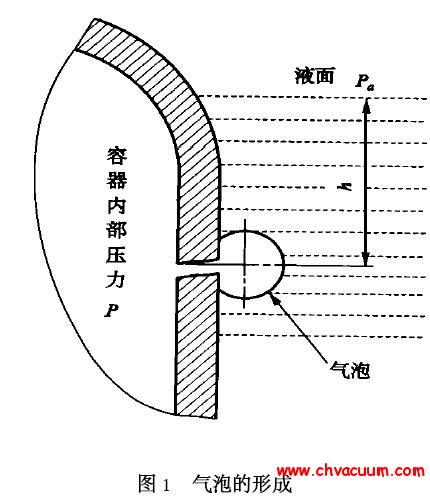
ë��(x��)©����ԭ���nj�����ë��(x��)������һ���ă�(n��i)��d���L(zh��ng)��L���Ķ��_(d��)��һ��������(d��o)����һ���ĉ������£����ض��h(hu��n)���ض���(du��)���ض���У��(zh��n)���w©��Qһ����
��Փ©��Ӌ(j��)�㣬���ȣ������@ԓ�ܵ�L/D≥20���ڈA�����L(zh��ng)�ܵ���������B(t��i)����������ճ�������������Լ��^(gu��)����B(t��i)����?y��n)������l(f��)���ډ��������������^��ėl���£���?y��n)�ԓ©��©�ʱ��^С���Կ����ų�������B(t��i)����������Pl���≺������ՠ�B(t��i)����ԓ©��©����ՓӋ(j��)�㹫ʽ��
1.P1���≺���r(sh��)
���ȱ�횴_��ԓ������ͨ�^(gu��)ë��(x��)©�Ě�����B(t��i),��20��Ŀ՚����,��(du��)��0.1MPa���©�ʷ���(3×10-7Pa.m3/s��10-5Pa.m3/s)��ë��(x��)©�׃�(n��i)��DP��6×10-4cm��1.5×10-3cm����6.0×10-1cm.torr��1.5cm.torr,����5.0×10-1cm.torr�����Է���ճ�����ėl��������(j��)ճ������B(t��i)�µĈA�����L(zh��ng)�ܵ�������(d��o)��ʽ(1)���õ�©��Ӌ(j��)�㹫ʽ�鹫ʽ(2)��
c=πD4/128ηL×P=πd4/128ηL×(P2+P1)/2•••••••••••••••••(1)
©��Ӌ(j��)�㹫ʽ��
Q=πD4/128ηL×P=πd4/128ηL×(P2+P1)•(p2-p1)/2=πD4/128ηL×(P22-P12)/2•••••••••••••••••(2)
����(j��)��ʽ(2)�У�һ��ë��(x��)©�̶�D��L�̶������ض��h(hu��n)����(du��)�ض���У��(zh��n)���wη�̶�������ԓë��(x��)©��©�ʃH�͉���P2��Pl���P(gu��n)���������¹�ʽ(3)��
Q=k•(P22-P12)/2•••••••••••••••••(3)
1.2 P1����Օr(sh��)
ë��(x��)©��һ�˞���Օr(sh��)(����С��lkPa)������B(t��i)������ճ�������������Լ��^(gu��)������B(t��i)����?y��n)�ԓ��B(t��i)ʮ�֏�(f��)�s������һ�̶��Ĺ�ʽ�M(j��n)����ՓӋ(j��)�㣬����һ�㶼��(j��ng)�^(gu��)ԇ�(y��n)�����õ����o��P-Q�P(gu��n)ϵ�D��