CATIA V5׃�����^�k��ŘӼ�̓�M�и�g
������NURBS �ӗl����չ�_����Փ���A��·�����ơ������\���������������ø����S���wܛ���鹤�ߣ��о���׃�����^�k��ŘӼ�̓�M�ӹ��Ć��}��ͨ�^���w�M�������ؘ����õ����_�ď��^���wģ�ͣ�ͨ�^ģ�͵����揽��������`���������C��չ�_���������_��;����CATIA V5 �����_�l�����Y��Excelܛ�������������^�k��Řӵ�̓�M����ӹ�ϵ�y��
��������
�����ڵVɽ��ұ��ʯ�͡��������ИI�У���Ҫ�����Π�����ď��^������������׃�����^���@Щ�I��ʹ�÷dz��V����Ŀǰ���ΠҎ�t�ď��^����һ������T��ķ��������죬���T�칤ˇ�ă��ӌ����������ܺ��|��Ӱ��^���T�칤ˇ���õĘ��������a������ѿp���@���ܷ���Ҫ���^�ߵď��^�������|��Ӱ��^������ɱ����濼�]���T������Ҫ������ģ�߃r���F����ˣ����M���췽���ǽ�Q�������}����Ҫ;�����_�lһ����׃�����^�k����ķŘӵ�̓�M���ؼӹ���ϵ�y���зdz���Ҫ�ĬF�����x��
�����k���չ�_�Řӣ����y�����ЈD�ⷨ��Ӌ�㷨2 �N�����y�������ں��εġ�����Ҫ�ߵĘ����^��������ƽ��չ�_�D�������^���s������Ҫ���^�ߵĘ��������Â��y�����mȻ��������ƽ��չ�_�D���������@�Nƽ��չ�_�D�ƳɵĘ������Ȳ��ߣ����a�Ę�������Ҫ��������a�����_�����rҪ���y�ĈD�ⷨ��Ӌ�㷨�Ѳ����m������Ƽ��M���ĕr����ȡ����֮����Ӌ��C�o���OӋ����Ӌ��C�o���OӋ���܉_�L�ƷŘ�ģ�ͣ����ܸ�׃���҇��k��ŘӾ��Ȳ��ߡ��ŘӼ��g���ĬF�
����H. T. Dean ���ˌ���Ҏ�t���Π��k������չ�_�ߴ���㷨�M����Ԕ���о�;R. Baldacci ���ˌ��k���и���ߵ�·���㷨�M�����о������M���˺��탞��;Ȼ��������ֻᘌ���һ�����M�����о������]�Ќ��OӋ�����c�ӹ�����o��ϵ������
�����C����������׃�����^�k��Ř��c̓�M�ӹ�����ȵؽY���������γ�һ���OӋ�^�̵������^�̸߶Ƚyһ�������wϵ�DZ�Ȼ��څ�ݡ�ԓ�wϵ��Ҫ�����k��ģ�ͽ����c�Řӡ��k���̓�M���ؼӹ����k����`�������ܛ�������_�l��������90°׃�����^�k������������wՓ��ԓ�wϵ�IJ������̡�
1���k���ģ�ͽ����c�Ř�
����1.1�k���ģ�ͽ���
��������׃�����^���̈D(Ҋ�D1)��������CATIAV5 ܛ���������S���wģ�ͣ���D2 ��ʾ��
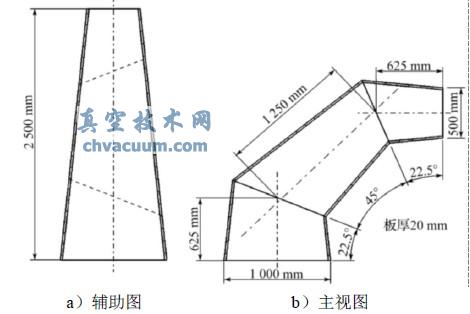
�D1 ׃�����^���̈D

�D2 ���S���wģ��
5���YՓ
���������U����90°׃�����^�k���ķŘӵ�̓�M�ӹ������ȫ�^�̣����M�����`��������@��һ���̶��τ������c�����k���OӋ��ͬ��ȫ����������ɴ˿ɵ����½YՓ��
����1)�k�����Ԍ�λ�õĴ_�����k��չ�_�ߴ���`��Ӱ��^���ҳߴ����Խ���`��ֵҲ������
����2)�k��ë�����ϕr��������Сë���ߴ�_����
����3)CATIA V5 ��NURBS ����������չƽ�ߴ�Ӌ�㾫�_�̶Ⱥܸߣ�����չ�_��Ŀ����c��Խ�࣬̓�M�Ř��c���H�Ř��g���`��ֵԽС��
����4)�������OӋ�m���ڴ��������a��ͬ�Πͬ�ߴ���㲿����







