�Mխ��߅�p����ʽ�����ȡ���OӋ
��������ֱ���͆�߅�����^С���|�������^��ĪMխ�A�h�ι���������Ҏ�����OӋ�������ȡ�����������ܷ����ܟo���M����ȡ������Ҫ���Ļ������ԭ����ᘌ��Mխ�A�h�����|�������^��Ĺ����OӋ��һ�N���ЪMխ��߅�p����ʽ�����ȡ��������ԓ�Y�������ȡ�������������ܷ������M���˙z�yԇԇ�Y��������ԓ�����ȡ�������^�����������������õ��ܷ����ܣ���ȫ�ɿ����������㣬���^�ߵđ��Ãrֵ��
�������������g����ռ��g�c�A�ߡ�������Y�ϵĮa�����������㡢��ݡ��ɿ�����ʡ�������������c�����⣬��ռ��g�W(http://shengya888.com/)�J��������������坍��ƽ�����ɿ��Ͳ��p����������������ă��c�����Ļ������ԭ����ᘌ��Mխ�A�h�ι����OӋ��һ�N���ЪMխ�w߅�p���������ȡ����
1�������ȡ������ԭ��
���������ȡ���������ؓ���������������_���A�ֺ͵��\������Ŀ�ġ����w����ȡ���ij��ιǼܣ�Ҳ������֧�м������w���b�ܷ�Ȧ�IJ�λ�Q��ӿڣ����w�ӿ��c�ܷ�Ȧ�M�����ڡ������ȡ���������c����������|�ܷ⣬�����γɷ��]�����ǻ��ͨ�^��ձú�����y�T����ȡ�����r����ȡ�������c���������γɵ�ǻ̎����ՠ�B���γ����ǻ����̎�ڿ՚��ʣ������(����ն�)��B����D1 ��ʾ�������ȡ��������≺��(��P1)�c���ǻ�ȵ�ʣ������(��P2)�γɉ����ԓ��������������ȡ�����w�����ϣ����������ȡ����Ҳ�Q����������P2 <P1�����������������ڃȲ�����ն�Խ�ߣ������c����֮�g�N��Խ�o��
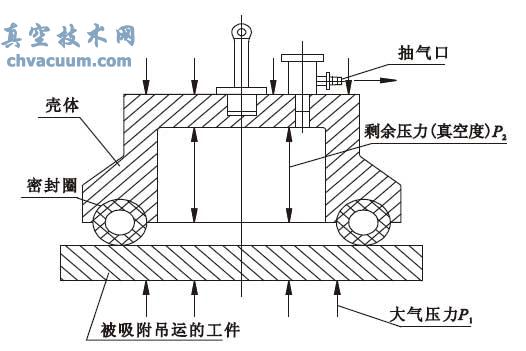
�D1 �����ȡ������ԭ��
2��Ӱ������ȡ���������ܵ���Ҫ����
���������ȡ�������������ܶ�N�l���Ƽs����Ҫ�ɚw�Y�����c��(a) �ܷ�Ȧ�IJ��ϣ�(b) �����c����������������N�ϳ̶ȣ�(c) ���ڵĽY����
����2.1����Ҋ�ܷ�Ȧ�IJ���
�����ܷ�Ȧ�����ǛQ����ȡ���ܷ����ܵ��P�I���ء�Ŀǰ���õ��ܷ�Ȧ�����ж������z�������z���۰����������z�ȡ��OӋ�ܷ�Ȧ�r���ɸ����ܷ�Ȧ�ĽY����ʽ��������B�_���x�õ����zӲ�ȣ��ܷ�Ȧ�ĽY����ʽ�����zӲ�ȿɻ��a���c����Ӳ���|���ܷ�Ȧ����A����ͷ������ܷ�Ȧ�ȣ����x��Ӳ���^�͵����z���졣�c����ܛ���|���ܷ�Ȧ����κ��w߅���ܷ�Ȧ�ȣ����x��Ӳ���^�ߵ����z���죬���_��ܛ�w߅�c�������|�r��������׃�ε�Ŀ���ֱ��C�c�������|����ܷ���Ҫ���w���ϵ��x��Ҫ���������h�����ܷ�Ȧ���͡���ˮ����ĥ���͟ᡢ�ͺ�������Ҫ��_����
����2.2�������c����������N�ϳ̶�
���������c����������������N�ϳ̶�ֱ��Ӱ����ڃȵ���Չ�������������Ҫ��ƽ�����⻬������������ֲܴڣ��N�϶��^����ڃ���նȲ��ױ��֣��O�׳��Fй©���l������������¹ʡ�
����2.3�����ڵij�Ҋ�Y��
�������ڵĽY����ʽ����ȡ�����m���ԺͿɿ�������Ҫ���ã���������ȡ���ܷ������P�I�����ڵij�Ҋ�Y���І����ں��p���ڃɷN�����І������ַ֞��ķN���m�ڵ��\ƽ�湤����ƽ���ͣ��m�ڵ��\���湤���������ͣ��m��ƽ�桢���湤����ͨ���ͣ��m���ͻ�С�����ڵ�������P���p�����ַ֞���N���̶�ʽ���m�ڵ��\���������������Ĺ�����Ҳ�m�ڵ��\ƽ��h�ι��������{ʽ���m�ڵ��\�����桢�����ƽ��Ĺ������ɂ����ڵ�����λ�ÿ����ڴ�ֱ�����Ƅӣ���ˮƽ������������D�ӡ�
���������p�����m������ƽ��h�ι���(��D2��ʾ)���ښ��w���²��Ѓɂ�ͬ�ĵİ�A�ν�������(Ҳ�ɞ鷽�ν����T �ν���)���ӿڵĽ����_�ڳߴ�С�ڽӿڵĽ���ֱ���ߴ磬���ܷ�Ȧ�b�M������Ó�䡣ԓ�p�����c�h�ι�����ƽ��ͬ�r���|�ܷ⣬�γɭh�����ǻ���Ķ��_������������Ŀ�ġ�
�D2 ƽ���p���ڽY��
����Ȼ���A�ν����p����Ҫ��ɂ��A�ν����ܷ�Ȧ����ͬ�r�c������ƽ����|�ܷ⣬���҈A�ν���ռ�õĿ��g�^��������һ���ļ��g�y�c�����OӋ������Ҫ���^�ߣ��ӿں��ܷ�Ȧ����횇�����Ƽӹ����ȡ�ͬ�rҲҪ���ĭh����e�����@�Ӳ��ܮa��������Ч������������������
�������ᘌ��h����e�^С�ĪMխ�A�h�ι����OӋ��һ�N���ͽY���ļӹ������������С���ȫ�ɿ��ĸ��m���������ȡ����
3���Mխ��߅�p���������ȡ�����OӋ
�������ڴ˴α������Ĺ�����A�hֱ���^С(�⏽<140 mm)����������Ć�߅����С��25 mm���|����10 kg���dz��Mխ���|�������^�o������Ҏ�OӋ���ڣ�����OӋ��һ�N���ЪMխ��߅�p���ڵ������ȡ����
����3.1���Mխ��߅�p�����OӋ
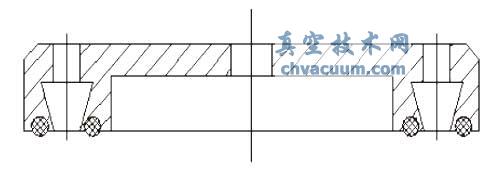
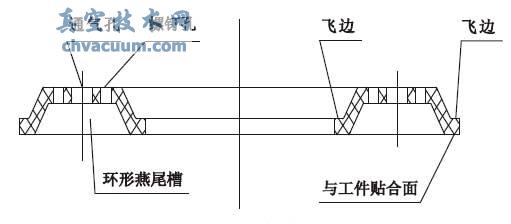
����ԓ��ȡ������������һ����β���ν���ӿں�һ����β�����ܷ�Ȧ�M��(Ҋ�D3)�����ڈA�h�ι�������ֱ������^С(���ߴ�A �^С)�������Ч������e�^С����ȡ�����ĪMխƽ��r����ʹ�ܷ�Ȧ�������õ��N�϶ȣ���¶���ܷ�Ȧ���ӿ��۳�45°�Ǻ���w߅���졣�ܷ�Ȧܛ�w߅�܉�׃���۳�ˮƽ��B�����cƽ����|�ܷ⣬�w߅�ĸ����ֱ���β�۵ĪMխ��߅�ӿډ��o���γɵڶ����ܷ⾀���������ܷ�Ŀɿ��ԡ��@�N�Y������������������e���Ķ��������ȡ������������ͬ�r�h����β�ۼȿs������ȡ���������r�g�������������������ľ����ԡ�������c����֮�g���ܷ�Ȧ�w߅��ܛ�Խ��|�ӣ��܉��o��������僌Ӳ����Ɖġ�ԓ�Y�����ڵĎ��Π�ͳߴ�ӹ����ڱ��C���m�����ư����ܷ�Ȧ�ĺ�ȹ�����_���^����Ĺ�����B��
�D3 �Mխ��߅�p���ڽY��
����3.2���ܷ�Ȧ�OӋ
�������ڽӿڽ���e�^С�����Ծ�����β���ν�����ܷ�Ȧ�ɉ���ͨ�^��ᔹ̶��ڭh����β�۽���ӿڃȣ���ճ�ӿɿ����ܷ�Ȧ���ϲ��ó�Ҋ�Ĺ����z�壬���ͳɱ���ͬ�r��ܛӲ�m�ȵ����z����ʹ�w߅�ɸ�����������ȱ�ݶ�׃����ʹ���Π��c��������������õ��N�ϣ��_���^�õ��ܷ�Ч�����˴��OӋ���ܷ�Ȧ�Y����D4 ��ʾ��
�D4 �ܷ�Ȧ
����3.3���Mխ��߅�p���������ȡ���ĽM��
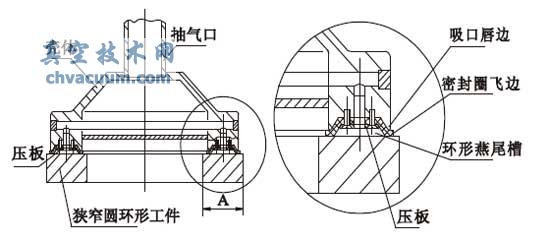
�����Mխ��߅�p���������ȡ���Y����D5 ��ʾ������ͨ�y�������y���Է��ж�������b����ȡ��������U�ϣ�������������ȡ�������ǻ���F������ǹ�����B�������⡢�Ś��B���Է��ж���������B����ȡ���c��չ����y�T֮�g�����ܛ�ܣ��Ա���Q��ͬ�����^���m����ͬ�ߴ�Ĺ������Է��ж�����ɲ��������^�ɲ����M�ɣ��ܿ��ٽ�ͨ�����ٷ��x���ɲ����B�ӕrҪ���ܷ�ɿ����_����Ҫ���������ܡ��ɲ������x������ڳ��Ĺ�����B�£�����չ��ϵIJ����ܿɿ����Է⃦��ޣ����ý�������նȡ�һ����չܵ�����©�����ѣ������y���Ԅӷ��]����y�T�ij��ڣ��S����ȡ�����ǻ�ȵĹ��������������������ڶ̕r�g�Ȳ���Ó�䣬����l���¹ʡ�
4�������ȡϵ�y��ԇ�����z�yҎ�t���Y��
����δʹ���^�������ȡ������M��ԇ���z�y��ԇ�z�y�Y������ӛ䛣�ԇ�ϸ����ʽʹ�á�
����4.1����ԇ��ù�����Ҫ��
����ԇ��ù������|���������S���صĹ����|����1.25 ������������ijߴ繫��Π��ʹֲڶȑ��c���H����ȡ�Ĺ���������˴�ԇ��ù������|����12.5 kg�������l��Ҳ����ԇ�Ҫ��
����4.2��ԇ����Ҏ�t���Y��
����4.2.1���O�މ���ԇ�
����������ձ������_����y�T����סԇ����ע����ձ퉺ֵ������׃�r����С������ӛ��ԓ�퉺ֵΔ p(����O����ձ퉺ֵ)���؏�ԇ�5��10�Σ����_��ͬ������Y�������ڴ˴�ԇ�ʹ�õ����Ӌ�@ʾ��ֵ��^���������t�O����ձ퉺ֵ����ԓ�����ȡ���ĘO�މ���ֵp1����ԇ�ĘO�މ���ֵ�c�OӋҎ���ĘO�މ���ֵ���ȣ�ԇ�ֵС�ڻ�����OӋֵ�t��ϸ�Ʒ����֮�����OӋֵ�t�鲻�ϸ�Ʒ��
����4.2.2��������ԇ�
�������_��ȡ����ֹͣ���ĘO�މ�����B�µ��ܷ����ܣ��Q������ԡ������ȡ���_���O����ձ퉺ֵ�r����סԇ�����P�]����y�T��ע����ձ퉺ֵ��׃����ӛ䛽��^5 �����ձ퉺ֵ���½�ֵ���؏�ԇ�5��10 �Ρ���ԇ�ó��ĘO����ձ퉺ֵ����25%������Ҏ������ձ퉺ֵ�½��������y�ı퉺ֵ�½���С�ڻ����Ҏ�����½�����ϸ���Ҏ�����½����鲻�ϸ�
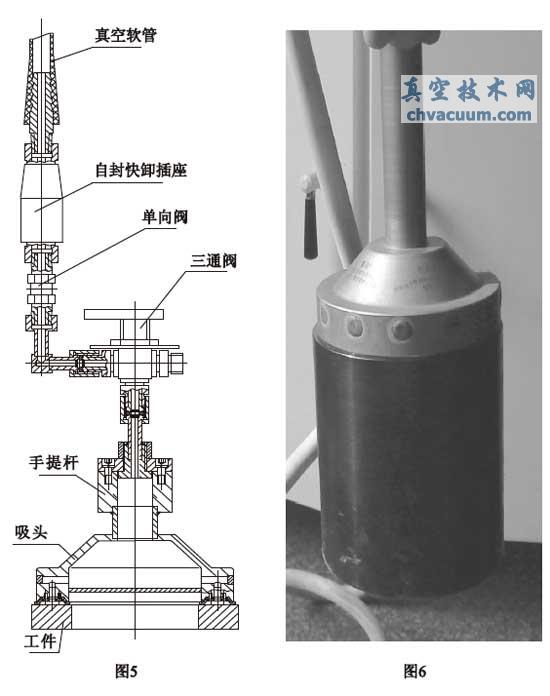
�D5 �Mխ��߅�p����ʽ�����ȡ���ĽM��
�D6 �oؓ��ԇ�
����4.2.5��ؓ��ԇ�
������ȡ������ԇ�������oֹ���\�Р�B�£�������ȡ���͵��\�����������ɿ��ԺͰ�ȫ�Ե�ԇ�Q��ؓ��ԇ�ַ֞��oؓ��ԇ�̈́�ؓ��ԇ
����a.�oؓ��ԇ�
�����ژO�ޱ퉺ֵ�£���ȡ����סԇ����������ȡ����ʹԇ�������x����100 mm���o����С�r��ԇ��в��Sͣ�á��P�]����y�T����ԇ��ʩ��������[3]��D6 ��ʾ��
����b.��ؓ��ԇ�
������ȡ����סԇ�����ژO����ձ퉺ֵ���������^��ʹ���^������ˮƽ�\�и�5 �Σ��г�1 m���ң��ٶȲ��ޣ������^���S(��ԇ�����S)�c��ֱ����Aб�Dz�����10°(Ҳ��׃�Q�Ƕ���ԇ����S�����Ƕ�)����D7 ��ʾ�����^���S�c��ֱ����Aб�Ǟ�90°��

�D7 ��ؓ��ԇ�
����ͨ�^����ԇ����ȡ���\���^������ձ퉺ֵ�]���½���ԇ��Ҳ�]��Ó�䣬�t�f����ȡ����������ܷ����OӋ��ʹ��Ҫ���ژO����ձ퉺ֵ�£��oؓ�ɺ̈́�ؓ��ԇ�����ձ퉺ֵ�]���½����o��ԇ��3 С�r�oÓ�䣬���^���S(��ԇ�����S)�c��ֱ����Aб�Ǟ�90°�oÓ�䣬ԓ��ȡ����������ܷ����OӋ��ʹ��Ҫ����ȡ���ĸ��������a���Ѽy���]�г��F����׃�μ�����Ӱ�ʹ�����ܺͰ�ȫҪ���ȱ�ݣ�ԓ��ȡ���ęCе���ܷ����OӋ��ʹ��Ҫ��
5���YՓ
��������ᘌ��Mխ�A�h�����|�������^��Ĺ����OӋ��һ�N���ЪMխ�w߅�p����ʽ�����ȡ��������ԓ�Y���������ȡ���M���˘O�މ���ԇ������ԇ��ؓ��ԇͨ�^��Փ��ԇ�����ó���ԓ�����ȡ�������^�����������������õ��ܷ����ܣ����^�p�����^���܉㡢��ݡ���ȫ�ɿ�����ɹ����ĵ��\�����b������