������P���g�ڰ�İ��\�еđ���
������B�������Ƶ�һ�N���ڌ����O���ϵ��Ԅ��ϡ����ϙCе�֣�Փ��������P���g�đ��á����P���ϵ��x��������Ӌ�㡢��ն�����ձ��ȵ��x���Լ��Ԅӳ���͙Cе�ֵ��Ԅӻ����\�^�̡�
������������S����⁹ɷ�����˾���aҎģ�IJ����U�����M�˶��_�M�����M�O�䡣��������P�ɵİ��\�Cе����һ�M����������M�İ��ɰ��C�Ԅ��ϡ����ϙCе���еõ����á��˰��\�Cе��ռ�ؿ��gС�����\����e��⁰��`��ɿ��������b�ò���ȫ�ԄӲ���������Ч�ʸߡ�������߮aƷ�|�����U�����aҎģ��ͬ�rᘌ�ԭ�M���O����ښ≺����r���PÓ�_���ϲ�����ȱ�c��2006����҂���ԭ�O��Ļ��A�ϣ��������Ƴɹ�����������P�M�ɵİ��\�Cе�֡�
1���Cе�ְ��\⁰�ĵ�Ҏ��
������0.8��6 mm���L2000��3050 mm����900��1000 mm������|��85 kg��
2���Cе�֙Cе���켰�乤���^��
�������ϵ�y��Ҫ����ձá�������P�����ܛݔ�ܡ�늴œQ���y������_�P������^�V���ȽM�ɡ����P֧����Ҫ��һ����䓿�ܡ��ɸ��X�Ͳ��Լ����b���ϵă��Ź�16��������P�M�ɡ�����ϵ�y��늙C���p�ٙC������朎������P֧�܌��F�������½����Cе�ֽY��Ҋ�D1��
�������Dϵ�y���������������ϵ�늙C���p�ٙC�������X݆�������P֧�����D��
�������_�Cе�ַ�����һ���������Cһ�ȡ�һ�_�Cе��⁰���ϼ����������D180°�����£��M�����C݁������һ�_�Cе�֏�݁��������⁰壬���D180°�����£���⁰������һ�ϼ��ϣ������C�ϡ����ϵİ��\��
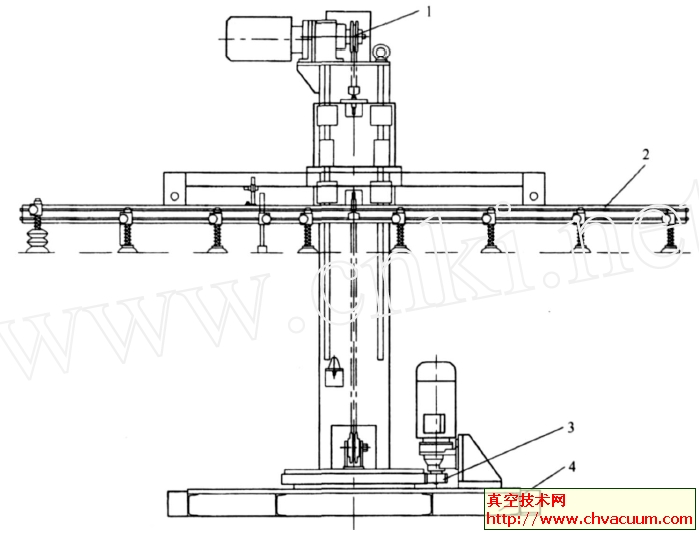
1. ����ϵ�y��2. ���P֧�ܡ�3. ���Dϵ�y��4. ����
�D1���Cе�ֿ��b��D
3��������P���x��Ӌ��
3.1����նȵ��x��
�����Ͱ��\���g���ԣ����õ���ռ��ɝM��Ҫ��ͨ��������յĉ���������100 Pa��1�˜ʴ�≺�����ڰ��\�����c���ϵȾ��К����Ա���IJ��ϣ���ն�ͨ����50000��80000Pa֮�g�������ø���100Pa���и���Մt�����������������P������������r�g�^�L��ͬ�r���]����ȫ���أ����x�ó�������^��հl������ܶ����ձá�
3.2��������P���x��
�������O������횴_��������P�������ԃ��δ�ҵ����m�ć��a���P������һЩ�S�����a�����Pֻ�������������������ϱ�Ĥ���pܛ��Ʒ�����x�õ��a������P���������x���鶡�����z����Ҫ���]����r����������m���ڰ��\ƽ���^��⻬�Ĺ������������P�x�Øӱ���Ӌ�����P�����ܵĿ���F��
F=m×(g+a/μ) ×s (1)
����ʽ�С�F—��Փ�������,N��m —⁰��|��,kg��g —�������ٶ�,m/s2��a —����ϵ�y�ļ��ٶ�,m/s2��μ—Ħ��ϵ��,0.2��0.5��s —��ȫϵ��,1.5��2��
F = 85 ×(918 + 5/ 014) ×2 = 3791 N
�������ӱ�Ӌ�����P���ܳ��ܵ���֮��С��PFYN95�����P����ն�60kPa �r�������P���ܳ��ܵ�����350 N�������Y�����֣��x��16 �����P��������516 kN��
4���Cе���Ԅӿ��Ƴ���
�����Ԅӿ��Ƴ����x�����T�ӹ�˾���a��S7-200�ͳ̿������Cе���_ʼ�����r�����ȴ��_��ձá������^�����£�
����(1) ���P֧���Ӄ������P�����½������{����_�P�z�y�����Ϻ������½���50mm�����P�|�����ϣ�ͬ�r�����P֧���|����λ�_�P��
����(2) ��λ��ͨ늴��y�_ʼ������ʹ���P������գ��r�g�s1��2s��������_�P�z�y�����ֵ��60��80 kPa(���P�ӱ�����) �r���_�J�����ѱ����Σ�
����(3) �����������|����һ����λ�_�P�����P�D�������\�ӣ��|���ڶ�����λ�_�P(�˕r�s����200 mm)����λֹͣ��
����(4) �������D���|����һ����λ�_�P�����P�D�������\�ӣ��|���ڶ�����λ�_�P,��λ(���D180°)ֹͣ��
����(5) �����½����|����һ����λ�_�P�����P�D�������\�ӣ��|���ڶ�����λ�_�P,��λ(�s�½�200mm)ֹͣ��
����(6) 늴œQ���y�Q�Ŵ�⣬���P�İ�����Ó�_���������C݁���ϣ�݁���ϵĹ���_�P�l����̖��
����(7) ���P֧�������P�������������ٵ�λ(�s200 mm��)��
����(8) ���١��������D180°��ֹͣ������,һ���Ԅ����τ�����ɡ�
�������̿��Ԍ��Fѭ�h�؏����ϣ�������˹����ƣ��δ��Ԅ��S�C���ϣ�����c�ӣ�ʹ���P֧��ͣ������λ�á����������½������D����λ�_�P�ĺ�λ�ã����b��һ������λ�_�P�������ֹ��λֹͣʧ�`�r�Ă����_�P��
�������ϕr���Cе�ֵĄ��������c���ϕr����ƣ���֮ͬ̎����ʼλ���Ǐ����C݁����ȡ�ϣ���K���Ϸ����ϼ��ϡ�
5���YՓ
�����˰�әCе�ֵ����Ƴɹ������s���M���O���Y�𣬲�ᘌ��f���M���O���M�и��M�������m�������a���H��r��ԭ�M���O���ϵă�λ��ͨ늴œQ���y�Ѓɂ���λ��һλ����գ�һλ�Ӊ��s�՚⣬��Ҫ�O�Ѓ�����B�ӵ�ݔ���·���≺����r��ʹ���PÓ�_���ϲ����������Ƶİ��\�Cе��ʡȥ�˃�����B�ӹ�·��ֱ���Ŵ�⣬��ȫ�M�����aҪ��ͬ�r�������O������졣
�����˰��\�Cе�ֵIJ���֮̎�飺�������P֧�����x�õĜp�ٙC�C��Ť�ز������l���c�����P֧���������½�,��Ҫ�g��5��7s�����g���r�g�^�٣��c�ӕr���l��ʧ�`���@Щ���}���д��ڽ���Mһ�����M��