��ĭ����������Č���о�
�������Č���ĭ������ﱣ�o�����䷽���^�̅����M������������ˮƽ����������о����_���˸����،��l��Ч��Ӱ푵��@���ԡ����аl����ն����l�ݸ߶ȵ�Ӱ����@�������z��Pluronic-F68 ������Σ��R��ضȵ�Ӱ���@�������ðl��Ч����ѵ��䷽���^�̅������M����1 ml ��Ʒ����ĭ���������һ�θ���r�g3 h�����θ���r�g12 h�����Ø�Ʒʣ�ຬˮ��С��2.0%��
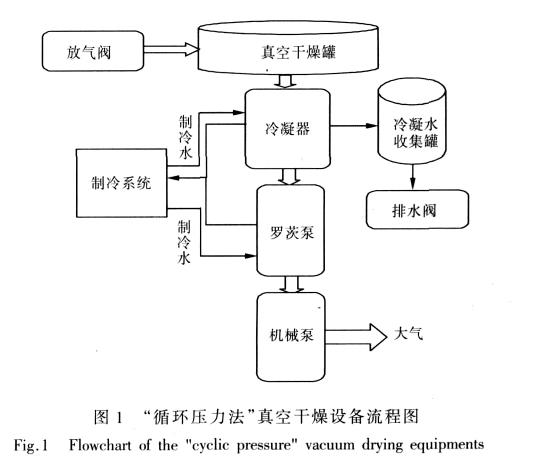
�������������������ˎ���ߙnʳƷ�ͻ��yƷ���a�Լ��������w���a�I��V�����õļ��g֮һ����������Ʒ���б��������L��ʹ�÷��㡢�����\ݔ���ɳ��ر���ȃ��c�������硢����ı�����������﷽��Ҳ�������\�á��c������Ҋ���﷽�����ɷ���ȣ��������a�������L���ܺĴ��@Щȱ�c�Ƽs�˃��ɼ��g�đ��÷�����
��������߃������a��Ч�ʡ��p�����ܺ�ͬ�r���ܱ�������Ʒ�ă��c��������Ї���W��ᘌ��F�����������һ�N�µĸ��﷽������ĭ�����������������c�ǣ��������M��ǰ���A̎�����d��l�݄�����ϳ���յ��ֶ�ʹ�������ɳ���ĭ�Ȼ��������¼ӟ����һ�����θ���Ķ���ȥ�����е�ˮ�֡��·������ڰl�ݺ����ϵıȱ���e�@�������ᡢ���|��r�ܵõ����@���ƣ��Ķ��O�������˸������ʡ��\�ô˷���������W���Ѹ��ﱣ�������в�����֧ԭ�w��ţ�������ȣ�ȡ�������õČ��Ч����߀�ЌW�߇Lԇ���ô˷�������ʳƷ��
��������Ŀǰ�P����ĭ�����������о��Ĺ��_���߀����Ҋ�����˴��M��ĭ���������\�g���҇��đ��ú��ƏV�����ĔM����ĭ���������﹤ˇ�_չ����о����_��Ӱ푰l��Ч������Ҫ���أ����l��Ч����ѵĹ�ˇ�����M��ƿ�b1ml��Ʒ����ĭ���������
1�����Ϻͷ���
����1.1��������
�������Č����õ���ĭ�����������䷽����40%���ǡ�2%�����ᡢ1%���͡�0.025 mol·L-1 �����}���_Һ(pH 7.2)�Լ�һ��������Pluronic-F68�����z���A�������u�³�������ı��档����Pluronic F-68 ����l�݄�����ϵ�y����Օrʹ��Һ���ɳ���ĭ����z���鷀������ʹ�a������ĭ�Y��������
����1.2������b��
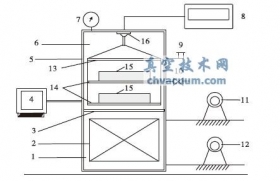
������ʹ�õ���������b�ú��D��D1 ��ʾ���R�����沼����늼ӟ������书��ݔ����PLC ���ƣ��Ķ����ƔR��Ĝضȡ�����ϵ�y���Æμ��������sʽ��������乤�|�ډ��s�C�ȱ����s�ɸߜظ߉����������M���������У�������ĵ͜ص͉����w�֞��·���քe�ڃɂ��քӹ����y���M�й������{���������S��ɹ����w�քe�M��������еĔR�������P�����M�����䣬���һ������ѭ�h�����r����ضȼs��-60 �档��ձ������늣��������T��MICROMASTTER440 ׃�l����ݔ���ˣ�ͨ�^������ձõij��٣��������{�y�_���{�����_�����_���Ƹ�������նȵ�Ŀ�ġ�ʹ��Agilent �����ɼ��xÿ6 ��犲ɼ�һ�Θ�Ʒ�Ȳ��ضȔ�������Ʒ�ڔR�����A����_ʼ����հl�ݣ����ڳ���������^���������Һ��ƿ��ͬ�rҲ���˵õ����õİl��Ч�����l���^������A���M�У���ʹ��������_��һ������նȣ����փɷ�犺���տ�����10 Pa�ԃȡ�
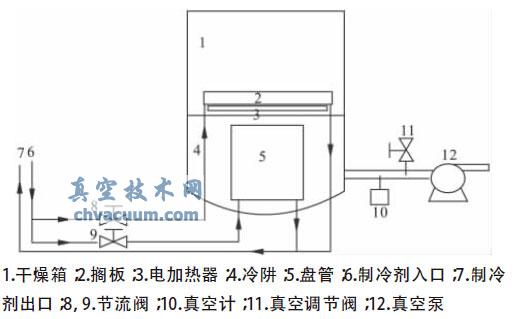
�D1 ����b�ú��D
����1.3������
������ĭ�����������^�����£��A��→�l��→���Y→һ�θ���→���θ���→�ܷ⡣�������ɲ��֣���һ����ͨ�^�OӋ�������_��Ӱ푰l��Ч�������أ��ڶ������ڵ�һ���ֻ��A���M�У�����Ѱl��Ч�������Ĺ�ˇ�l���M��1 ml ��Ʒ����ĭ������ͨ�^�īI�{�м����������ߴ_����Pluronic F-68 �Լ����z�ĺ������R��ضȡ���նȵ��Ă���Ӱ푰l��Ч�������ء�����ˮƽ�������1 ��ʾ������������L9 (34)���š�ÿ������؏����Ρ��l��Ч����ָ�˞�l�ݸ߶Ⱥ�һ�θ���r�g���l�ݸ߶�Խ�ߡ�һ�θ���r�gԽ�̣��f�����xȡ�Ĺ�ˇ�l��Խ�ѡ��ڶ������IJ��E���£�1)ȡ1 mL ��Ʒ��Һ�b��Φ22 mm����ƿ��bҺ�߶ȼs2.5 mm�����w��ƿ���������ڔR���ϣ��A��30 min��2)����հl�ݣ�3)һ�θ���3 h��4) �R��ض�������32 ���M�ж��θ���r�g12 h��5)��Ʒ��ʣ�ຬˮ���y�����ú�ɷQ�ط��������ƽ����÷����- �������AL104�ͣ����Ȟ�0.1 mg������؏����Ρ�
��1 ����ԇ����ر�

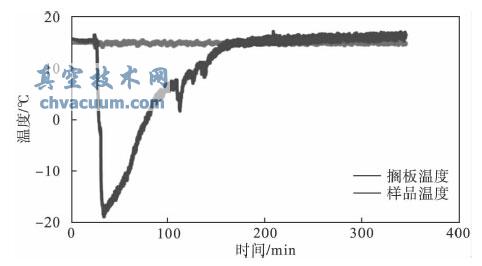
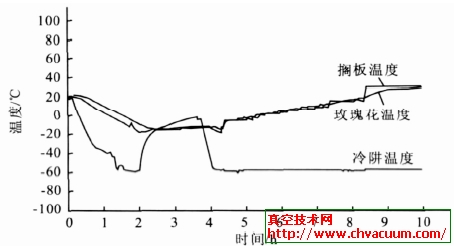
�D2 ����^�̜ض�����
2�����Y���cӑՓ
��������^���ДR��͘�Ʒ�Ȝض�������D1��ʾ����һ�θ����^���Мض�����10 �����ҕr��Ʒ�ضȕ����FͻȻ���½��������ھֲ�����ˮ�ֲ�����������ĭ�Y���l����׃���¡��ژ�Ʒ�ض�څ�ڔR��ضȕr�J��һ�θ����^�̽Y�����S�����ߔR��ض��M�ж��θ��ԇ���δ������ƿ�F����ĭ���ƿ�ڡ���2 �o���˲�ͬ��ˇ�l���µ�һ�θ���r�g�Ͱl�ݸ߶ȣ��@�ɽM����֮�g�]�����@���P�ԣ�����ԇ�l���²��ǰl�ݸ߶�Խ��һ�θ���r�g��Խ�̡�9 �M����һ�θ���r�g����120~145 min ֮�g�����M�r�g�IJ�e����3 �г��ˌ��l�ݸ߶ȵķ����������������õ�F ֵ��֪������B �l�ݲ��õ���նȌ��l�ݸ߶ȵ�Ӱ����@�����������C ���z������D �l�݄��������l�ݸ߶ȵ�Ӱ�Ҳ���^�@����������A�R��ضȵ�Ӱ푲��@���������ؽM�Ϟ�A1B1C2D3�����R��ضȞ�15 �桢�l����նȞ�50 Pa�����z������3%��Pluronic F-68 ����3%���l��Ч����á�����ԓ���ؽM���M�еڶ������õ��ĸ����Ʒ��ʣ�ຬˮ����С��2%��ԓˮ�ֺ����܉��C��Ʒ���^�߭h���ض�(��37 ��)�°�ȫ���档
��2 ��ͬ��ˇ�l���µİl�ݸ߶ȼ�һ�θ���r�g

��3 �l�ݸ߶��@���Է�����

����������Ӱ����ص��x���慢�����īI�͡������īI��F68 �����z�����l��Ч���������룬�īI��F108��F87��F68 ���N�l�݄���Ч���M���ˌ���о����l�F������3%(W/V)�r�l��Ч����ѣ���������F68 ��������cԓ��һ�¡��īI����ĭ��������ճ鵽50 mTorr������
���������ߵij������Y����ֱ�ӌ���նȳ鵽�@ô�ͣ���ĭ�O�������ѣ�����������ƿ������M����ĭ�������r��ȡ���A�γ���յķ������l���A�ε���ն�ˮƽ������������xȡ������50~200 Pa���ı��Č��Y��������ֻҪ�l���_��һ��Ч�������2 ����С��13 mm���c��ʼ�bҺ�߶ȱȞ�5.2������һ�θ���r�g��Ӱ����ޡ����ڶ��θ���r�g��Ӱ푣��������ڌ��l��������δ���_չ�о������Ă�����|��Փ���l���܉��AӋ���S���l��Ч��׃�ö��θ���r�g���s�̡������ڶ������Y��������1 ml ��Ʒ������ĭ���������\�g�_��ʣ�ຬˮ������2%���ĕr�����^16 h��ԓ�r�g�s����y�������ĕr��һ�롣
3���Y
��������һ�N���d�ĸ��\�g����ĭ������������ܱ����������o��Ʒ��һЩ���c��߀�ܿs�����a�r�g���������a�ܺģ������aЧ�ʺͳɱ��������һ�����ݡ����Č����г�Ҋ���ɱ��o�����ǵ���Һ�M������ĭ���������������Ӱ���ĭ���ɺͷ������Ă������M������������о����������ðl��Ч����ѵ����ؽM�����a�Ę�Ʒ��ʣ�ຬˮ�����ԙz�y���ڸ���r�g���@�s�̵���r��Ʒʣ�ຬˮ��Ҳ���_������2%��ˮƽ���������ýY������ĭ���������﹤ˇ���_�l����ָ���rֵ��