���w�B̼���g(sh��)����
һ���B̼Ŀ��
�����B̼������䓵ı���ӝB�w̼ԭ�ӵ��^�̡����ѹ�������B̼?x��)�����?00-950��ӟᱣ�أ�ʹ䓼��������̼���^�̡�
�����C(j��)е����У���݆��ƫ��݆���X݆�������N�����������r(sh��)���潛(j��ng)��(qi��ng)�ҵ�Ħ�������������_���d�ɣ���ˣ�Ҫ�����Ӳ����ĥ���IJ���(y��ng)�������õ����Ժ��g�ԡ�
������ΝM���������Ӳ����ĥ�IJ��������õ������g����?�@��(g��)���}����횏IJ���ʹ�ú͟�̎����ˇ��������о�������x�ø�̼䓲��M(j��n)�д�𡢵͜ػػ�̎�����m���иߵ�Ӳ�Ⱥ����õ���ĥ�ԣ��������g���^�ͣ��M�㲻��Ҫ���x�õ�̼䓲��ϴ����m���иߵ�Ӳ�Ⱥ����õ���ĥ�ԣ��������g���^�ͣ��M�㲻��Ҫ���x�õ�̼䓲��ϴ����m�������õ������g�ԣ����ò�����Ӳ�Ⱥ���ĥ�Եı���ӣ�ͬ�ӝM�㲻��Ҫ���x�õ�̼��M(j��n)�НB̼����𣬄t���Եõ��M��ĽY(ji��)�����@���ǝB̼��Ŀ�ġ�
�����B̼���
�������ڝB̼���Ҫ��B̼�����IJ�����һ�����g�ԣ����ú�̼���^�͵�����죬һ�㺬̼����0.08~0.25%��������(du��)��Ҫ���^���^�������������̼���_(d��)0.30%�����ڵ�̼䓏�(qi��ng)���^�ͣ����Ҵ��Բ�L(zh��ng)�r(sh��)�g�B̼���������L(zh��ng)�����ԣ���Ҫ���(����܇�������C(j��)�X݆��)���õ�̼�Ͻ�B̼䓡��Ͻ�B̼��г�����Cr��Ni��Mo��W��V��Mn��B��Ti��Ԫ�ء����N��ͬ�Ͻ�Ԫ�،�(du��)�B̼��в�ͬ��Ӱ푣���(sh��)���£�
����Cr��Mn��Ti�ȺϽ�Ԫ�أ�������Ͻ���Ҫ���������ӝB̼䓵Ĵ��ԣ���ʹ�ڴ��͵͜ػػ���Ӻ��IJ��M���õ���(qi��ng)����
����Mo��W��Ti��V��B�ȺϽ�Ԫ�أ�������Ͻ�B̼��еĺ����mȻ���࣬�e��B�ĺ����ǘO�ģ��H��0.001-0.004%��Mo��W��Ti��V��Ti�������Ҫ�������γɷ�(w��n)���ĺϽ�̼�����K�W���w���L(zh��ng)��ʹ�Ͻ�B̼��ڴ��ͻػ���Ӻ��IJ��M���õ���(qi��ng)�����e�����ӱ�����ĥ�ԡ�����B��(qi��ng)�ҵ����ӺϽ�B̼䓵Ĵ��ԡ�
�����B̼��һ��ԭ�����|(zh��)��Ҫ��
�����֮�����܉�B̼������?y��n)���ڸߜ؊W���w��B(t��i)����(du��)̼��������(du��)����ܽ��(2.06%)��䓵ĝB̼�͵Ľ����@��(g��)ԭ�������ǣ����������Р�B(t��i)��̼�����Ա�䓱��������գ���ֻ�л���̼ԭ�Ӳ��ܱ�䓱������գ������յ�̼ԭ�ӣ��ڸߜؠ�B(t��i)���ڃ�(n��i)������U(ku��)ɢ���Ķ��γ�һ����ȵĝB̼�ӡ���ˣ��B̼�^���а����˷ֽ⡢���ա��U(ku��)ɢ����(g��)�����^�̡�
����(һ)�ֽ⣺
������̼������ķֽ⣬�γɻ���̼ԭ��(��[C]��ʾ)��
2CO—→CO2+[C]
����(һ����̼)(������̼)
CH4—→2H2+[C]
����(����)(��)
����(��)���գ�
�����ߜ��»���̼ԭ���c���ٱ�����|�������ٱ������պ��ܽ��ڽ��ٻ��w���c���ٻ��w�γ�ij�N���ٻ����
����(��)�U(ku��)ɢ��
���������������(����)��̼ԭ�Ӻ��溬̼�����ӣ�ʹ��������c�IJ��a(ch��n)��һ����̼��ȶ���ʹ����̼ԭ�������IJ��U(ku��)ɢ��
�����B̼�ĽY(ji��)��ȡ�Q����������(g��)�����^�̵��P(gu��n)ϵ��ͨ�^�{(di��o)����������(g��)�^�̵��P(gu��n)ϵ����(y��ng)�M��������Ҫ�ĝB̼���|(zh��)����Ҫ��
���������_(d��)Ҏ(gu��)���ĝB̼�Ӻ��(�B̼�Ӻ��֮Ӌ(j��)�㣬һ���Ǐ��������_ʼ�y(c��)�����^�ɵĶ���֮һ̎)����B̼��̫���r(sh��)���ڸ�ؓ(f��)�������£���(hu��)ʹ?ji��)B̼�Ӊ�������B̼̫��Ҳ��Ӱ푝B̼����Ŀ��_��������
�������B̼��Ӻ�̼��ȑ�(y��ng)������0.8—1.05%������(n��i)���纬̼����^��(С��0.8%)���t�_(d��)������Ҫ��ĸ�Ӳ�ȣ�����ĥ�ԡ������̼����^��(����1.05%)���t�^ʣ̼�����^�࣬Ҳʹ?ji��)B̼�ӏ�(qi��ng)�ȣ�������ƣ�ڏ�(qi��ng)���½����e��(d��ng)̼������ᘠ��W(w��ng)����ʽ���ڕr(sh��)�����R���w���@Щ���ԽM�������ѣ���(du��)�B̼�ӏ�(qi��ng)�������e�к���Ӱ푡�
��������̼������ȵ�׃��(Ҳ�Q����ݶ�)Ҫ�;�����Ӻ��IJ�֮�g���^�Ʌ^(q��)�o���@�ֽ磬�Ա�����ʹ���^���Юa(ch��n)���B�ӄ���F(xi��n)��
�������^�����������ӑ�(y��ng)ռ����(g��)�B̼�Ӻ�ȵ�60—70%������ȑ�(y��ng)��С��50%���@�ӣ�ʹ����õ����¾����Ӳ�ȣ�Ҳ�����K��(du��)�B̼�ӵ������ĥ��
�������ÝB̼�����У����w�B̼���͚��w�B̼���ɷN��
�ġ����w�B̼
�������w�B̼��һ�N��(y��ng)������ĝB̼������
����(һ)�B̼���ijɷݼ������ã�
�������w�B̼����Ҫ����ľ̿����̼���}(BaCO3��Na2CO3�ȽM�ɡ�ľ̿�������B����̼���}�ǴߝB����
����ľ̿�w������Ҫ��3-6mm���ҵ�ռ80%��1-3mm����ռ20%���ң�1mm���µIJ�����1%������Ǵ�����B̼�����w��ľ̿��(y��ng)��Щ��С�����С�w����(y��ng)��Щ�����õĝB̼���ɷ����1��ʾ��
�������ÝB̼���ijɷ�

�����B̼�ӟ�r(sh��)��̿�c���g϶�е�������(����ȫȼ��)������һ����̼��
2C+O2—→2CO
����һ����̼�ڝB̼�l���£��Dz���(w��n)���ģ���(d��ng)���c䓼�������|���㰴��ʽ�ֽ�û���̼ԭ�ӣ�
2CO—→CO2+[C]
��������̼ԭ�ӱ�䓼��������գ������(n��i)���U(ku��)ɢ��
��������(g��)������(y��ng)�^�̿�����ʽʾ���ʾ��
C+CO2—→2CO—→CO2+[C]—→����
�����Ϊ�(d��)��ľ̿�M(j��n)�НB̼�������L(zh��ng)��Ч����������ӝB̼���Ļ��ԣ����ӻ���̼ԭ�Ӕ�(sh��)����һ�����һ����(sh��)����̼���}����ߝB�����ߝB���ڸߜ����cľ̼�a(ch��n)�����·���(y��ng)��
BaCO3+C(ľ̿)—→BaO2+CO
Na2CO3+C(ľ̿)—→Na2O+2CO
2CO—→CO2+[C]
�����B̼�^���У�ľ̿�ܵ��˟��p�����ߝB���ֽ���������_����s�r(sh��)�c�՚���|���簴�·���ʽ�M(j��n)��߀ԭ���@ʹ�ߝB�����Ĵ��p�١�
BaO+CO2—→BaCO3
Na2O+CO2—→Na2CO3
����������ߴߝB������Ч�����ڴ˽�Bһ�N��Ч�ķ����������ߜ��µ������ĝB̼����������ˮ����(ˮ�������ǝB̼��������4—5%)��ͨ�^�@�ӵ�̎����̼���}�ɵ��^��ȫ����������ԭ���ǣ�BaO+CO2—→BaCO3�@��(g��)�^���S�ض��½�������������ڸߜ���ˮ������ʹBaO׃�ɚ������^�����������^��̼���^�D(zhu��n)׃���ܜضȵ����ơ��䷴��(y��ng)���£�
BaO+H2O—→Ba(OH)2
Ba(OH)2+CO2—→BaCO3+H2O
������ˮ߀���Ԝp��ľ̿�ğ��p�ʹ��M(j��n)��������l(f��)��������������ľ̿�Ŀ�϶�У�Ҳ�ܼ��ٝB̼��
������(j��ng)�^��ˮ̎���ĝB̼�����������B̼�����ʹ�á�
����(��)���w�B̼�IJ���������
���������ƝB̼����
��������ȫ�µĝB̼���ߝB�����^�ڏ�(qi��ng)�ң���(d��o)������B̼���ӝ���^�ߺͳ��F(xi��n)�ִ��W(w��ng)��̼�����ˣ�һ�����f���ʹ�ã������B̼��ռ20-40%���f�B̼��ռ60-80%�����յ��f�B̼����(y��ng)�Yȥ�ҷۺ����c�B̼�����ʹ�á�
�������B̼������B̼ǰ�Ĝ�(zh��n)��̎����
����Ҫ�B̼����������摪(y��ng)�M���ܝ���������(y��ng)�Ї�(y��n)���P����������Ӱ푝B̼�����M(j��n)�У��������B̼����Ȳ�����ͮa(ch��n)��ܛ�c(di��n)��
������(du��)��Ҫ��ֲ��B̼�������Ҫ�J(r��n)���M(j��n)�з��B����Ҋ�ķ��B���������N��
�������A(y��)�������г����������������(y��ng)�B̼�IJ�λ���A(y��)�������ȝB̼���Ժ�ļӹ��������B̼�����ÙC(j��)е�������@�����г����@�N�������^�ɿ��������Ϻ��r(sh��)�ēpʧ�^���Π��(f��)�s�������Ҫ�г�����Ҳ�^���y�����Ҳ����M(j��n)��ֱ�Ӵ��
������Ϳ�Ϸ�����1/3�U����2/3�Ȼ��~����ռ�ɷN���Ͽ���10-15%����֬��ϣ������ЙC(j��)�܄�(�ƾ�������)�гɺ����ë�PͿ�ڲ���B̼��λ����ȼs0.7-1.0mm���������Ϳһ�ӡ�
��������~�����ڲ���Ҫ�B̼�IJ�λ���僷�����Ϻ�Ȟ�0.02-0.04mm���~�ӣ����Ա��^�ɿ��ķ�ֹ̼�ĝB�롣
�������b�䣺
�����B̼��һ����䓰庸�ɻ��T�F�T�ɣ��B̼�䲻���^�������γߴ瑪(y��ng)�M�����m�Ϲ�����Ҫ����������c�t�װ�ܿգ��ܟ����
���������a(ch��n)�У������l(f��)�F(xi��n)�@��һ�N�F(xi��n)�����ڝB̼���^����Ƀ�(n��i)��ز��(�B̼���Dz����ğጧ(d��o)�w)���Y(ji��)��ͬһ�����(�⾉������)�B̼�ӘO�����ʌ�(du��)�B̼����O(sh��)Ӌ(j��)����횿��]�����С���Πͬ�r(sh��)��(y��ng)����(j��)�����С���B̼�r(sh��)�x�ú��m�ĝB̼�䣬�M�����������Ƴߴ�����ͬ�t�B̼���M������ߴ�����������ͬ�t�B̼��С���ô���B̼��
��������b��r(sh��)���ڝB̼��ײ������һ�ӝB̼��(��30-40mm)���S�������(n��i)�Ź����������g��횱���10-15mm����������ڵľ��x�t��20-25mm��
�����b��һ�ӹ��������һ�ӝB̼������(x��)�ēv��(sh��)��Ȼ����ϵڶ��ӹ��������Ɍӹ���֮�g�B̼����Ȟ�15-25mm.�����b������ͬ�r(sh��)����(y��ng)�b��ԇ����ԇ������λ�Ñ�(y��ng)�M���ܵķ�ӳ�����Č�(sh��)�H�B̼��r��
���������(n��i)�������һ�ӹ���������ŵĝB̼����Ȳ���С��30-40mm��
�����b��ú����ͻ�ճ��(����3-5%)ʳ�}��ˮ�{(di��o)���M(j��n)�з��w���Է�ֹ�ڝB̼�^���НB̼?x��)��w���ݳ���
�����B̼���ú������w�ϲ����L(zh��ng)ԇ��һ����ͬ�r(sh��)Ҳ���ͻ�ճ�����ԇ���c���w��֮�g϶����������̼䓣�ԇ�����ϑ�(y��ng)�c�����ͬ���������ͺϽ���кϽ�䓣�ԇ������20#��Ƴɣ�ԇ��ֱ�����ç�10-12mm���������Ȟ�ӽ��ό����֮�g��
�������b�t�c���أ�
����������ڵ͜���t���÷ֶ����صķ���������(du��)���B�m(x��)���a(ch��n)���@�N��������(j��ng)��(j��)����ͨ�����øߜ���t�ķ�����
�������ڹ��w�B̼�r(sh��)����b���ܷ�ĝB̼���(n��i)������Ҫͨ�^�䚤�����(n��i)�B̼�����f������ϣ�������Ʋ���(d��ng)��������ɠt���c�����(sh��)�H�ضȻ����(n��i)��Ӻ����ĵĜضȲ�ܴ�����B̼��Ȳ�������ˣ�
����һ���ƶ���ˇ�r(sh��)�����ڠt������820—850�淶������һ�Εr(sh��)�g��ʹ�䲿�֜ضȾ���һ�º��Ծ����ļӟ��ٶ�����900-930��ĝB̼�ضȡ�
���������ؕr(sh��)�g��
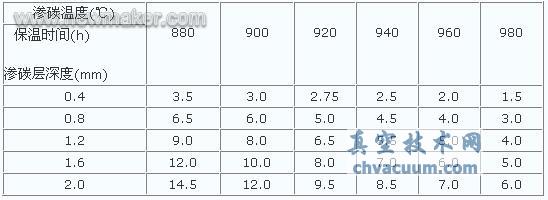
��������ڝB̼�ض�����Ҫ���ؕr(sh��)�gҕ�B̼�����Ҫ���������2�г��B̼����c���ؕr(sh��)�g���P(gu��n)ϵ��
�����B̼�ض��c���ؕr(sh��)�g��(du��)�B̼����ȵ�Ӱ�
��������Ӱ푝B̼�ٶȵ������^������ϵĻ��W(xu��)�ɷ֣��B̼������Ⱥ��|(zh��)�����Լ��t����ͺ͝B̼����Π��С�ȵȣ������Д�(sh��)��(j��)ֻ�������ƶ���ˇ�ą�����
���������tǰ��ԇ���z�飺
���������ꮅ��s��С�r(sh��)��zԇ�����ɰ�ԇ������ˮ�У��۔���^���ڣ���?q��)����撁����?%����ƾ����g���ԙz��B̼�����_(d��)������ȣ��B̼����_(d��)���˼��g(sh��)Ҫ��t�ɳ��t����߀δ�_(d��)���B̼����ȣ���(y��ng)�m��(d��ng)���L(zh��ng)���ؕr(sh��)�g��
����ԇ���z�鷽�������N��
�����ٽ����z�鷨�������z�鷨��һ�N�ɿ��Ĝy(c��)���k�������nj�ԇ�������ĥȥ����̼�ӣ�Ȼ���M(j��n)����ĥ���⣬����4%����ƾ���Һ���g�����������@�R���^�죬�ı��������IJ��֣�ֱ����̼�s0.45%̎��ֹ����B̼�ӿ���ȣ����з��^������(�����)������(���^������)�́�������(�ӹ�����)����̼�������f�p��á��B̼�ӿ���ȣ����ɽ����@�R�Ϝy(c��)���������B̼�Ӟ�1.2mm�����^��������s0.2-0.4mm��������0.4-0.6mm����������(0.45%C)��0.3-0.4mm��
�����ڸ��g����ԇ���������z�鷨�Ƴ�ԇ�ӣ�Ҳ��4%����ƾ���Һ���g���������^�����棬�l(f��)�F(xi��n)һ�ӻ�ɫ�AȦ���ó���һ���@�AȦ�ĺ�ȣ�����B̼�ӿ���ȡ�
������Ŀ�y(c��)�����]�н����@�R��Ҳ�]����ĥ���⣬���g�l������r�£�����Ŀ�y(c��)����Ŀ�y(c��)���nj�ԇ��Ġt��ȡ��������ˮ�д�𣬴˕r(sh��)�B̼�ӑ�(y��ng)���̼�R���w�M�������Ğ��̼�R���w�M�����ٌ�ԇ����780~800����ˮ�д��һ�Σ�Ȼ���ډ��C(j��)�ω���(���Ô�)���^����ڣ���?y��n)�B̼�Ӟ��̼�R���w�����IJ��֞��F���w�͵�̼�R���w���۾�Ŀ�y(c��)��10���Ŵ��R�^��ԇ������ӵļ�(x��)�R���w�ӳʹ����ĈAȦ�����ڱ���Ǵ��Ԕ��ѣ����������F���w���������Ԕ��ѣ��ʱ�Ӕ�ڹ��������Ĕ�ڲ��������@�ӹ�Ӌ(j��)���B̼���߀������0.45%���µIJ��֣��ʴ�Ŀ�y(c��)������ȱȽ��෨�s��0.2—0.3mm��
����ԇ����(j��ng)�^�ɴδ�𣬶���ˮ����s����֮�B̼���ԇ������c�IJ���̼�����ܴ��r(sh��)�a(ch��n)���ܴ�ă�(n��i)��(y��ng)��������ʹ?ji��)B̼���c�IJ����ַ����_�������Ƥ����һ�㣬�@�Ӹ������Д��B̼�ӵ���ȡ�
���������ƹ��w�B̼��Ӻ�̼��ȵķ�����
�������w�B̼����������ܷ��ڝB̼���(n��i)���ڝB̼�^���в����{(di��o)��(ji��)���(n��i)��գ��B̼����ֱ���c������|���ʝB̼���Ï�(qi��ng)�ң��B̼������̼����������^Ҫ��(�e�Ǻ��НB̼�r(sh��)���γ�̼�����Cr��Ti��Mo����Ԫ�ص��)����(du��)��һЩ�����͛_���������^��Ҫ������(����܇�X݆��)�����a(ch��n)��������Ӱ푣����˿˷��@һȱ�c(di��n)�����P(gu��n)�о����T���S��ͨ�^ԇ�(y��n)�����������½��͝B̼��Ӻ�̼���ķ�����
�����ٰѴߝB���ĺ���������һ���ķ�����(n��i)�����ڵ�̼�Ͻ�䓵ĝB̼�������ߝB��2—4%;����̼��䓵ĝB̼�������ߝB��10-15%;�f�B̼���c�B̼��֮������3��1��
�����ڌ�(du��)��һЩ�������γ�̼����Ԫ�صĝB̼䓣�����������ȵĝB̼���⣬߀���ý��أ����أ��U(ku��)ɢ�ķ������ԱM���ܜp�������ӵ�̼��ȡ�











