����PLC���Ƶ���Չ����������ϵ�y�OӋ
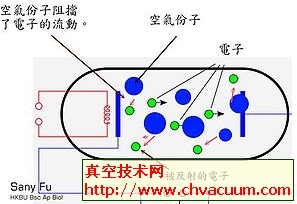
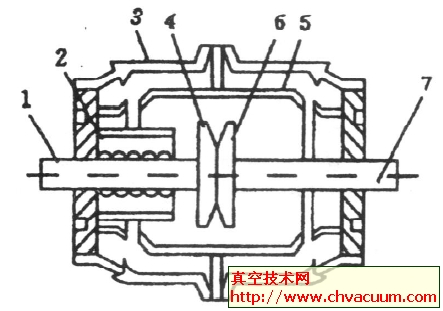
����늙C��С��׃�������^��������|���϶���Ҫ�õ���Ȧ���@Щ�O��Ҫ��Ȧ����һЩ��������ܣ�����Cе���ȡ��^�����ܡ��������������ߜصȣ�һ���ھ�Ȧ�����Ϳ������_��Ҫ��������������������ռӉ���B�°���Ϳ����Ȧ���档�cһ��Ľ��Ἴ�g��ȣ�������Ҫ���c������Ĥ�������ܣ������ι̣�̎����ľ�Ȧ�^�������^�á�
����PLC����̎��������ģ����Ԅӿ��Ƽ��g��Ӌ��C���g��ͨ�ż��g�ڞ�һ�w���lչ������һ�N���I�Ԅӿ����b�á�������ҪӑՓ���˾��FX2N—80ϵ��PLC����Չ��������O������еđ��ã���PLC�������������F��Չ�������ȫ�^�̵��Ԅӿ��ƣ��������Σ����ھS�o��
������PLC�c���I����Ӌ��C�M����Չ������ግ�r�O��ϵ�y��������λ�C����ʽ�Y����PLC������λ�C��ɹ��I�F�������Č��r�ɼ��ͷ�վ����;��λ�C���ù��I����Ӌ��C���F�������@ʾ���ȹ��ܡ��M�B��ܛ����һ�Nͨ�õĹ��I�O��ܛ���������ɽM�B��6.0�OӋ����Չ������ƽ���ϵ�y�ıO�ؽ��棬���F�˙C������
����늙C��С��׃�������^��������|���϶���Ҫ�õ���Ȧ���@Щ�O��Ҫ��Ȧ����һЩ��������ܣ�����Cе���ȡ��^�����ܡ��������������ߜصȣ�һ���ھ�Ȧ�����Ϳ������_��Ҫ����Չ��������O���������ռӉ���B�°���Ϳ����Ȧ�����һ�N�O�䡣�cһ��Ľ� �Ἴ�g��ȣ�������Ҫ���c������Ĥ�������ܣ������ι̣�̎����ľ�Ȧ�^�������^�á�PLC���пɿ��Ըߡ����ƹ��������̷��㡢����ʹ�á������h��Ҫ����^�ͣ��V�����ڹ��I���ơ�������ҪӑՓ���˾��PLC����Չ��������O������еđ��á�
һ����Չ����������ϵ�y�Ĺ�ˇ���̼��O�����Ҫ��
1����Չ�������Ĺ�ˇ����
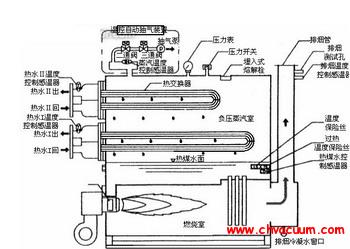
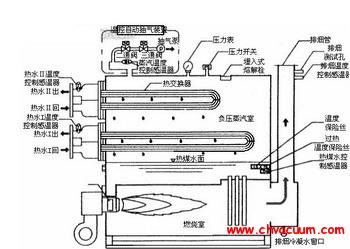
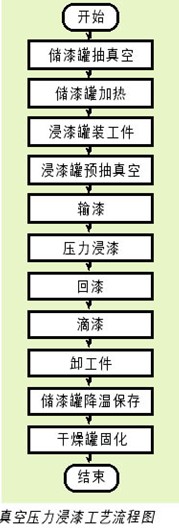
������Չ��������^�̵Ĺ�ˇ������D��ʾ��

����a����������
�����ڃ������y�����������y�����������y��ͨ�L�y�P�]����r�£����������y����ՙC�M����y�ԄӴ��_�� ��ՙC�Mˮ�h���Mˮ�y���M���y�ԄӴ��_������sˮ���_��0.1MPa���ϕr��ՙC�M�Ԅӆ��ӣ��_ʼ���������գ�����ն��_��1333��4000Pa ��ֹͣ����գ����������y����ՙC�M����y�Ԅ��P�]����ՙC�Mˮ�h���Mˮ�y���M���y�Ԅ��P�]����ՙC�Mֹͣ�\�С������1��2h���_�������y�� �ރ��≺��ƽ����P�������y��
����b������ӟ�(���ڱ�������^���Ϸ���ʹ�ô˹���)
�����|��“���Ӽӟ�ˮ”���I���ӟ�ˮ�ܵ��Æ��ӣ��|��“���Ӕ���늙C”���I������늙C���ӣ�������_�� 30��50��rֹͣ�ӟἰ���衣
����c��������b����
�������_����Ĵ���y������“Һ��վ�ͱ�늙C����”���o������Һ��վ������“������w�_�w”���o�����_����� ���w�����b�����M�ޡ�����“������w�P�w”���o����������w�P��λ������“������w���o”���o���D�����D��λ������“Һ��վ�ͱ�늙Cֹͣ”���o��ͣ ֹҺ��վ�ͱ�늙C���P����Ĵ���y��
����d��������A�����
�����ڽ�����w�P�]�����o������y�����������y�����������y��ͨ�L�y�P�]����r�£����������y����ՙC�M ����y�ԄӴ��_����ՙC�Mˮ�h���Mˮ�y���M���y�ԄӴ��_��
��������sˮ���_��0.1MPa���ϕr��ՙC�M�Ԅӆ��ӣ��_ʼ���������ա�����ն��_��400��600Pa ����ՙC�M�Ԅ�ֹͣ�\�У�Ҳ�����|��“�����ֹͣ”���I�����������y����ՙC�M����y�Ԅ��P�]����ՙC�Mˮ�h���Mˮ�y���M���y�Ԅ��P�]����ՙC�Mֹͣ�\�У�������^��ֹͣ�������0.25��0.5h��
����e��ݔ��
�����_����ͽ����ҕ�ן����_�������y������“ݔ��”���o��ݔ���y���_���_ʼݔ�ᡣ�^�����棬�����_��ˇҎ��ֵ���_“ݔ��”���o��ݔ���y�P�]��ֹͣݔ�ᣬ�Pҕ�ן���
����f����������
�������_����Ĵ���y����գ��ꮅ���P�Ͻ���Ĵ���y�����_“ݔ��”��“����”���o��ʹݔ���y�������y�P�]�� �քӴ��_�������߅�ļӉ��y�_ʼ�Ӊ���������ރȉ����_��0.3��0.4MPa�r���ք��P�]�Ӊ��y�����ރȉ����½���һ��ֵ�����քӴ��_�������߅�ļӉ��y���Ӊ���0.3��0.4MPa������0.5��1h���������^��ֹͣ��
����g������
�����_����ͽ����ҕ�ן����_�������y�����ƽ������yʹ�����й����0.15��0.2MPa����“�� ��”���o�������y���_�_ʼ���ᡣ�^������׃����������ӽ��וr���c��“����”���o2��3�Σ���ֹ���s�՚��M�냦��ޡ�
����h������
�������_����Ĵ���y���ᣬ�θɃ����P�y���|��“���L”���I��ͨ�L�y�����������y�ԄӴ��_�����L�C�Ԅӆ��ӡ�����“Һ��վ�ͱ�늙C����”���o������Һ��վ������“������w����”���o���D�����D���_λ������“������w�_�w”���o�����_������w��10°���^�m���Ტ�ų��к����w������Ƀ����|��“���Lֹͣ”���I��ͨ�L�y�����������y�P�]�����L�Cֹͣ�\�С�
����i�����
�������_�������y���|��“���L”���I��ͨ�L�y�����������y�ԄӴ��_�����L�C�Ԅӆ��ӡ�����“������w�� ��”���o���D�����D���_λ������“������w�_�w”���o�����_������w����������������“������w�P�w”���o����������w�P��λ������“������w ���o”���o���D�����D��λ������“Һ��վ�ͱ�늙Cֹͣ”���o��ֹͣҺ��վ�ͱ�늙C���|��“���Lֹͣ”���I��ͨ�L�y�����������y�P�]�����L�Cֹͣ�\�С�
����j��������ر���
������������C�M��Ȼ���|��“���Ӕ���늙C”���I������늙C���ӡ�����ؽ���Ҫ��ض�ֵ���|��“����ֹͣ”�� �I��ֹͣ���裬ֹͣ����C�M��
����k������̻�
��������Һ��վ�����_����Ĵ���y�����_������w����������ރȣ��P�]������w���P�]����Ĵ���y���P�] Һ��վ��Ȼ���ڸ�������M�й̻����̻������Һ��վ�����_����Ĵ���y�����_������w��������������ޣ�Ȼ�����P�]������w���P�]����Ĵ���y���P�]Һ��վ��
������Չ����������ϵ�y��PLC�x�ͺ�I/O��ַ����
�����Ĺ�ˇ���̿ɿ�����Չ����������ϵ�y��һ���_�P��������ϵ�y������ݔ����̖33�c��ݔ����̖30�c����ϵ �y�x�����˾��FX2N-80MR���wʽPLC��FX2N-80MR����������ϵ�y���տ���Ҫ���Зl���ɵ��\�С�ͬ�rFX2N-80MR���ý��� 220V��늣������Ԏ�40��������ݔ���c��40��������ݔ���c����ȫ�ܝM����Չ��������O����Ƶ�Ҫ����˲�����Ҫ������Դģ�K��������ݔ��/ݔ�� ģ�K��ģ�K�ϵ�ݔ����ӌ�����ݔ���ַ��X000��X047��ݔ�����ӌ�����ݔ����ַ��Y000��Y047��ԓϵ�yI/O�c�]�����꣬�����������Ԃ�ϵ�y �Uչ�����á�I/O��ַ���������ʾ��
������Չ�������ϵ�y��PLC���Ƽ������OӋ
������Չ����������ϵ�y��һ���_�P��������ϵ�y�����˾��FX2Nϵ��PLC�Ѓɗl���M혿�ָ������д� ���Ġ�BԪ���������������OӋ������SFC�Z�Ե�����܈D���ߠ�B�D�ƈD��ʽ���̡����C�M�o���ϕr����PLC�����_�C�M��Ȼ�������ա������ �ᡢ������ر��桢����̻��������Չ������Ṥˇ���̣����ͣ�C�M����ϵ�y���\���^��������ˮ�h���^�d����sˮ���ͣ�����ϵ�yֹͣ��
�ġ��Y�Z
������Չ��������O�����PLC���ƣ����Ñ���������^��������·�������`����ͨ�^�Ñ�����ĸ�׃�팍�F���ƹ��ܵĸ�׃���Ӿ����Σ������c�p�٣��ɿ��Դ��������