�l�y�y��Ó�����ޏ�(f��)
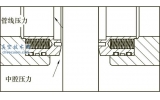
������(du��)�����UШʽ�l�y���y�T(m��n)���_(k��i)���P(gu��n)�����ڸ��g��ĥ�p���������(d��ng)��(d��o)���y�U���yо�g���B��ʧЧ��ÿ�궼��(hu��)�l(f��)���y�T(m��n)�yоÓ�����r���y�T(m��n)�P(gu��n)�]���ܴ��_(k��i)��ֻ�܌����ϵ�y(t��ng)���г�����Q���������ϵ�y(t��ng)���г���ֻ���������̻��b��ͣ��̎����
1���ޏ�(f��)����
������(du��)���yоÓ����ֲ����г���(l��i)̎��r(sh��)���������������]���|(zh��)�ܷ����r�£�����(d��ng)�y�w���yо���y������׃�y�T(m��n)���w���y�U���~�ס��P(p��n)�������w���b�䷽ʽ��¶���yо����ͨ�^(gu��)��Ҏ(gu��)�������y�U�c�yо�֏�(f��)�B�ӣ��@�ӾͿ����^�m(x��)���C�y�T(m��n)����̎�ܷ⣬���y�T(m��n)���´��_(k��i)���y�w��ж�������y�T(m��n)�⣬�y�T(m��n)�yоШ����Ħ�������(n��i)�������yо�ɶ�����܉������׃���������i�l�����yо����(hu��)���Џ��y����(n��i)�D������(l��i)����(du��)��ƽ���yо��(l��i)�f(shu��)�������ڱ��D������r��
2���������E
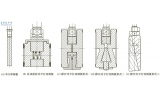
����(1)�����UШʽ�l�y��������(d��ng)�y�U�c�yо�B��ʧЧ�r(sh��)����݆��Ȼ�����D(zhu��n)��(d��ng)����ͨ�^(gu��)��݆���yо픻��y��ʹ��_���yо�c�y�����ܷ����g���ܷ⣬�@�Ǒ�(y��ng)���@�N�ޏ�(f��)������ǰ��l�����ȔQ���y�T(m��n)�P(p��n)�����w��ñ���ѱP(p��n)������(l��i)��Ȼ�����Ό��y�w�ϵ�������˨�ϵ���ĸ�Q�Ɏۣ���������ȫ�Q�¡�
����(2)���P(gu��n)�]�ķ����^�m(x��)�D(zhu��n)��(d��ng)��݆���@�r(sh��)�y�U����(hu��)�ٰl(f��)���Ƅ�(d��ng)�������y�w���ϲ������w����(du��)�y�w���x���˭h(hu��n)��(ji��)�������^���yо�c�y�����ܷ����g���ܷ��Ƿ��ס��������]����(y��n)�ܣ��н��|(zh��)��©��ֻҪ���������^�̕r(sh��)�g����(hu��)Ӱ푬F(xi��n)��(ch��ng)ʩ��̎�����ͿɌ�������˨�ϵ���ĸ��ȫ�Q�£�ȡ���y�w���ϲ��ּ��y�U�����y���е��yо픶˱�¶����(l��i)���鿴�y�U�c�yоԭ�ȵ��B�ӷ�ʽ���Լ�ʧЧԭ���ƶ���Q��ʩ��
����(3)���y�w���ϲ����е��y�U�p�p���D(zhu��n)�����y�U��ĸ�����Ϻ����˳���ͬ�r(sh��)߀Ҫ���y�U��ĸ���i�o��ĸ����(l��i)��ȡ����݆���y�U��ĸ������λ����������(d��ng)��
����(4)��ȡ�����y�U�Ϊ�(d��)�c�yо�����M(j��n)���B�ӣ�һ���y�U�c�yо�֏�(f��)�B�Ӷ����ú��ӷ������@�N�����ܺõؑ�(y��ng)�����y�T(m��n)�yо����Ó���ˮ�����L(f��ng)�����������ϣ���ʹ�yо�y���ܷⲻ��(y��n)�ܣ��н��|(zh��)��©��ֻҪ��Ӱ�ʩ�������ɲ��á��͡���Ľ��|(zh��)�y�T(m��n)�ޏ�(f��)�r(sh��)ֱ���M(j��n)�к��Ӻܲ���ȫ�����Ȍ��y�U���^ȡ����̎��������Ҫ���e��ʽ�����b�r(sh��)�y�U�c�yо���B�ӽ��|���øߏ�(qi��ng)�ȵ�ճ�����a(b��)��̎���������yо픶ˬF(xi��n)��(ch��ng)�@���z���y�U�B�Ӷ�����ӹ������ݼy��Ȼ���B�ӡ���Ҫע����ǣ��y�U�c�yо�����B�Ӱ��b���y�U�c�y�w���bƽ��Ҫ��ֱ����(du��)����Ҫ�ã���t�ޏ�(f��)����_(k��i)�y�T(m��n)�r(sh��)����(hu��)��(d��o)���y�U�������_(k��i)�P(gu��n)���y��
����(5)�y�U�B�Ӻ��y�w���������Ϻ͉��w���y�U��ĸ���������y�U���룬�ܷ�|Ƭ��ҕ��r���Q����ֹ���ܷ���Ͷ�ú�й©���y�w��λ��(du��)��(zh��n)�y�w�ݿף�����˨��(du��)�Q�Q�o����ҕ��Ҫ�����Ϻ����a(b��)�䲿�����ϣ������ω��w�m��(d��ng)���o������y�U��ĸ������݆�����o�i�o��ĸ���ޏ�(f��)�����Y(ji��)����
�����˷����o(w��)��г�ϵ�y(t��ng)���ھ��ޏ�(f��)���ޏ�(f��)�r(sh��)2��3�˲�����1.5h�����깤�������M(f��i)����Ҫ����b�����ӡ�ճ�Y(ji��)���@��ʩ���������M(f��i)��һ��200��1000Ԫ���ޏ�(f��)���y�T(m��n)�_(k��i)�P(gu��n)������
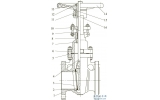
3����(sh��)��
�������b�õķ�(w��n)����s��(��304/1.2)��sˮ����y(DN150)�ͷ��s�����s��(��202/1.2)��sˮ����y(DN200)�����b���_(k��i)�������l(f��)�F(xi��n)�yоÓ�䣬�����������ܶ̕r(sh��)�g��(n��i)�ޏ�(f��)�˃��y��������ͣ�a(ch��n)�pʧ���H�ʹ˃ɴΑ�(y��ng)�ã���ֱ�Ӝp�ٓpʧ3�f(w��n)Ԫ���g�����?f��)pʧ18�f(w��n)Ԫ���@Щ�yʹ�������\(y��n)�Р�r���ã����������_(k��i)�P(gu��n)���C�������ޏ�(f��)�������С�