15CrMo�l�y�cTP304�ܾ����ӆ��}������̎��
����15CrMo�l�y�cTP304�ܾ����ӕr�����^���^��Ĵ�Ӳ�A����������x�ò��������A��ضȲ�����s�ٶȿ죬HԪ����������������ں��ӽ��^���͕�ʹ�������еIJ�λ�a���Ѽy��ᘌ��ڴˣ��x�õ���-��Ȳ��ӟ�M�жѺ��^�ɺ�늟Ꭷ�ӟ��M�жѺ��^�ɃɷN��ˇ�M���ˌ��ȡ�ǰ�ӟ�ضȲ������ӕr�����B�m�����A��ضȣ��]�жѺ��^�ɣ����p�������������s��CԪ���pֱ�ӔUɢ��ͬ�rҲ�Ӵ��p�е�����Ͻ�Ԫ�ص�ϡጶȣ����ӟ�ضȾ����ӕr���B�m�����A��ضȣ������Ѻ���������������Ⱥ�С���l�y�c�Ѻ���֮�g�İ��ۺυ^�����ܵ�̫��Ӱ푣��Ѻ��rCԪ��ֻ�ڶѺ��ĵ�һ�ӡ��ڶ��ӔUɢ��ͬ�rҲ�pС��15CrMo�����p������Ͻ�Ԫ�ص�ϡጡ�
�����S�����I�İlչ��15CrMo��TP304(0Cr18Ni9)�ɷN���|��ʹ�÷��������U�ɮ��N�����g�ĺ��ӎ���Ҳ�S֮���ӣ������@�ɷN���|���Ա������ӕr�ʹ���һ���Ć��}��������Y�ϵĺ��ӄt���dž��}���ء��e�Dz��|��15CrMo���l�y��ȴ���s�ٶ��c���B�ӵ�TP304�ܵ����Ҫ��ױ�����������x�û�������E�����_�͕��Mһ�����Ӵ�Ӳ�A��TP304�ܵ����p��Ӱ푅^Ҳ������̼���������������Խ��ͣ����\���^���МضȵIJ��ӕ�ʹ��a���Ѽy�l��й©�����˲�Ӱ����a���������P�˜ʽY�ϬF�����H��r��15CrMo�l�y�cTP304�ܾ����N���^�����^���д��ڵĆ��}�M���˷��������x�ú����ĺ��ӹ�ˇ��Ҏ����������K�õ������õĺ��ӽ��^��
1�����ڵĆ��}
����1.1��15CrMo�l�y���ӕr���ڵĆ��}
����15CrMo�l�y����^����DN200mm�l�y���������һ�㶼��50mm���ϣ��l�y������D1��ʾ�����˜�Ҫ���κβ��|��ȴ���16mm����ǰ��Ҫ�A�ᣬ15CrMo���ں���һ����Cr��Mo�������Ͻ�Ԫ�أ����ӽ��^���^��Ĵ�Ӳ�A����������x�ò��������A��ضȲ������^�̲����B�m�����A��ضȣ���s�ٶȿ���ܼ��r�M����H������������̎���������۷�����е�H��������������ں��ӽ��^���͕�ʹ�������еIJ�λ�a���Ѽy���������r�������^С�������ٶ��^�졢����̫������H�;��������������º��p�͕������_�ѡ�

�D1 15CrMo�l�y������Ƭ
����1.2��TP304�ܺ��ӕr���ڵĆ��}
����TP304���|���dz���C���P䓣����қ]�м��뷀��̼�����Ti��Nb���ں��ӕr���g�ض��^��(>100��)���L�r�gͣ����450~850���Σ�U�ضȅ^�g���͕��ڟ�Ӱ푅^�γɴ��Ը����Ե͵�̼��Cr���Ķ�ʹ��Ӱ푅^���ۺϾ��Ϯa�����縯�g�Ѽy��
����1.3��15CrMo�l�y�cTP304�ܺ��ӕr���ڵĆ��}
�������ߺ��ӕr������15CrMo��C���^�ߣ��Ͻ�Ԫ�غ����ͣ�TP304�t��֮����˺��ӕrC����u��TP304һ�ȔUɢ��ʹ15CrModeC�������Ͷ�ܛ�������p��TP304һ�ȴ����S��̼�����Ӷ��������ҺϽ�Ԫ�غ����^�͵�15CrMo��ϡ�TP304�ĺϽ�ɷ֣�ʹ�Ͻ�Ԫ���ٷֲ������ں��Ӽӹ��^���мӟᡢ��s�������������^��H��C�������Ͻ�Ԫ�ص��ٴηֲ�Ӱ푵�ԭ�����W���ܣ�������ȻҲ�������ڱ����h�������Ԯ��N���^�γ��Ѽy�����h����ͬ�N���|����15CrMo�l�y�cTP304�ܺ��ӕr������ߺ��p���ȣ������s�|�ں��p�д��ڵĠ�B���p��15CrMo�����p��ϡጣ��p��H�ĺ������x�õĺ���Ҫ������15CrMo��C�ĔUɢ�����a�亸�p�еĺϽ�Ԫ�أ����Կ˷�15CrMo��ϡ����ã����ԱM���x��Ni�����Ļ�W���w���P䓺��l�������@Щ�����ڲ����r�����׳��F�����Ѽy���e�ǹ�����s�ٶ��^��r�������Ѽy�����l���������ѼyҲ�Ǻ��p�Ѽy����Ҫ��Դ��
2����ˇ�x��
����ͨ�^���Ϸ�����15CrMo�l�y+TP304�ܵ����ӣ���Ҫ�ܜضȺͺϽ�Ԫ�ص�Ӱ푣��Ķ��a���Ѽy������ȱ�ݡ����˱��C�|��������-��Ȳ��ӟ�M�жѺ��^�ɺ�늟Ꭷ�A���M�жѺ��^�ɃɷN��ˇ�M�з������ȣ��x�ø������Ĺ�ˇ����ߺ��p���ܡ�
����2.1����ˇ����
�����ɷN��ˇ������V���¿ڣ��l�y�ӹ��^���挒�Ȟ��e߅����3������85mm���ϣ������¿�߅�����s��A��4mm�ĺ����g϶����ǰ�l�yһ���A��130�����ҡ��x��ZX7-400A�����Դ����������x��2.4mm�W���w���z�����120A����4.0mm���l�����148A�����ö��Ӷ�����ӣ����g�ضȞ�130�����ң������M��200�����H̎�����ӟ��c�A���l�yһ�ȡ�
����2.2����-��Ȳ��ӟ�M�жѺ��^�ɹ�ˇ
����ԓ��ˇ���ڵıײ����������-��Ȳ��ֶμӟᣬ�ضȲ������������������B�m�����A��ضȣ��]�жѺ��^�ɣ����p�������������s��CԪ��ֱ���p�Uɢ��ͬ�r���p�е�����Ͻ�Ԫ��ϡጶȼӴ�����x��A302���Ժ��l��1Cr23Ni13���zʩ���������ִ�Ó�����ã���Cr�����ߣ�Ni�������Ͻ�Ԫ�غ����ͣ������ڟ��p��ϡጵĺϽ�Ԫ���a�䲻�㡣�e�ھS�ޕr����Щ���|���^ʹ�ÃȲ��B���s�|������Ӱ푺��ӣ���Y�����p�����_�ѕr�аl����
����2.3��늟Ꭷ�ӟ��M�жѺ��^��
����늟Ꭷ�ӟ��M�жѺ��^�ɽY����D2��ʾ����늟Ꭷ�ӟ�ضȾ����ӕr���B�m�����A��ضȣ��Ѻ�9mm���^�Ɍӣ������Ѻ��r�����������Ⱥ�С���l�y�c�Ѻ���֮�g�İ��ۺυ^�����ܵ�̫��Ӱ푣��mȻ�c�ܾ������r߀�����F�µİ��ۺυ^��������ͬ�N���|�����ܲ�pС��Cֻ�ڶѺ���һ�ӡ��ڶ��ӕr�Uɢ���Ѻ������ӡ����ČӕrC�Uɢ���ȴ�ͣ�ͬ�rҲ�pС��15CrMo�����p������Ͻ�Ԫ�ص�ϡጡ����p�ٴ��ۻ��rH�������������H���S���Ѻ��ӵ�������u���һ������������һ�Ӿۼ����c�ܾ������r���ۼ���H�S�����Ӻ��pһ��һ�����ۻ��ٴ���������ۼ��ڌ��Ӻ��p�ı��棬���Ժ����Ժ�Ҫ�����������l�yһ���M��200�����H̎���������ڷ�ֹ���t�Ѽy���γɡ��x�õ�Cr16Ni25Mo6���z��A502���l�У�Cr�ĺ����^�ͣ��pС̼���t�γɎ��ʣ�Ni�ĺ����^�ߣ��ܷ������w����Û�����տsϵ����С������������С���ɵõ��^�ߵĿ������ȡ����Ժ��g�ԣ�����̎��ض�Ҫ���^�ͣ�MoҲ�Ǽ�����������߸ߜ؏��ȵ���ҪԪ�أ�����܉�15CrMo�c�Ѻ����^�Ʌ^�ĸ�����ܡ�
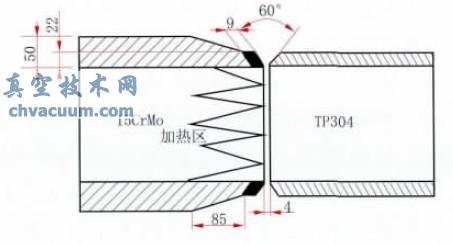
�D2 늟Ꭷ�ӟ��M�жѺ��^�ɽY��ʾ��D
3�����w����
����(1)����ZX7-400A�ͺ����Դ�������������x�æ�2.4mm��Cr16Ni25Mo6�廡�����z�����120A��Ar2���Ȟ�99.99%���Ѻ�������w���x�æ�4.0mm��A502�ֹ�늻������l�����148A�����lʹ��ǰ��200���º��2h���S���Sȡ��
����(2)��ĥ�¿ڲ�����ɂȵ����P���s�|���¿ڞ�V���¿ڣ��ǶȞ�60°�����팒�Ȟ��¿ڃɂȸ�20mm����ZWK-I-60��̎��x���l�y�M���A�ᣬ�����ٶȞ�150��/h�����ص�130���ص��Ѻ��Y����
����(3)�¿���Ѻ��\�l�����x��ֱ���\�l����������������������M�У���12��4�ӣ����9mm���ң����g�����g�ضȿ�����130�����ң����Ì��g�������Ѻ���24h�M����ɫ�z�y���ϸ�����M��TP304�ܾ��Č��ӡ�
����(4)�ܾ��c�l�y����ǰ�����Ѻ�����¿ڴ�ĥ�⻬�������g߅���l�y�ٴ��A�ᣬ�ҶѺ��Ӝضȱ�����100�����ң��ܵ��Ȃ���ˮ�ܼ��ܷ⣬�l�y�P�]�����ӕr�ȱ�ƽ�R���A��4mm�����g϶�����Q�c��4�c���L�ȴ���20mm���ջ��r���͔��M���ӡ�
����(5)���z���ܷ��¿��g϶����һС���Á�������Ȳ����o�����oAr2���������ڻ���С�ں���Ar2���������������\�l�����ӣ��������ϣ��Ƀȵ��⣬��������M�У����н��^�����c���c���M�д�ĥ���ջ���M���ӡ�
����(6)�����Ժ��������Ҳ�����ĸ�ġ���ۙ���ص�200�棬���ؾ��䣬����H̎������H̎����Ҫ�ӟ��c�A���l�y��
����(7)��RT�z�yII���ϸ�UT�z�yI���ϸ��OӋ����1.25����ˮ��ԇ���oй¶��Ӳ�șz�y���Ϙ˜ʡ�
4��������������
����ij�����b���l�y���|��15CrMo����5���l�y�������L���ڵ��B�m�\�У����ֹܾ����F���}��5���l�y��ßo�p�����ܺܺá������Ӌ����ֻ�nj��ܾ�ȫ�����Q��TP304���P䓣����l�y�^�mʹ�á��l�yҎ��219mm×50mm���ܾ�Ҏ��219mm×22mm�����b�r���˱��C�|������Ч��ֹ�����Ѽy�Įa�������ñ��о��еăɷN��ˇ�M�к���ԇ�ȡ�
����4.1����-��Ȳ��ӟ�M�жѺ��^��ԓ��ˇ�nj������^���桢�����¿ڴ�ĥ���Ժ��l�y�c�ܾ�ֱ�ӌ��ӣ��ֲ��A��150����x��1Cr23Ni13�u�O�廡�����z�M���c�̣��c���L�Ȟ�30mm���ջ��r�J����M�˻��ӣ����ǣ��c�̺��p��s���A��ضȕr�����p���ĵ��Ѽy��ȫ؞������ĥ���ٴ��c�̣��Ѽy��Ȼ���ڡ������M���˷�������Ҫԭ����15CrMo�l�y���^�L�ڵ��B�m�\�У�������S��P��H��N���к�Ԫ����u�B����Ȳ��������W���������O���Ӱ푡�����-��Ȳ��ֲ��ӟᣬ�ضȲ������p��s�ٶ��^�죬�]�жѺ��^�ɣ����C�pֱ�ӔUɢ��ͬ�r���p�е�����Ͻ�Ԫ��ϡጶ�Ҳ�Ӵ������x�ú��z1Cr23Ni13ʩ����Cr�����ߣ�Ni�������Ͻ�Ԫ�غ����ͣ������ڟ��p��ϡጵĺϽ�Ԫ���a�䲻�㡣
����4.2��늟Ꭷ�ӟ��M�жѺ��^��
�������w���E���ղ���Ҏ�̇�����У����ӕr�g�^�L���ڄӏ����^���Ǻ���48h�Ժ��p�z�y���]�аl�F�κ��Ѽy����Ӳ�ȷ��Ϙ˜ʣ��B�m�\����������36���µĕr�g���ٴΙz�y��Ȼ��ßo�p���ѽ��ɞ��ŵ��^�ĺ��ӹ�ˇ��
5���|���z�
����(1)�z����������I�^���ж�Ҫ�M�У��и��¿ڴ�ĥ�����Ժ��e��15CrMo�l�y��Ҫ��һ��UT�z�y�������Ѽyȫ���ޏͻ���Q��
����(2)�����ӟ��^���У������z��ӟ�x��ע���^��ӟ��ٶȼ��ض��Ƿ���ԝM�㺸��Ҫ��
����(3)�c�̻��^�̣�����Ҫ��M���ӣ��ٴν��^֮ǰ��Ҫ��ĥ����ֹС�Ļ����Ѽy���ѼyԴ(����̎���γ��Ѽy�Ġ�B)�Ĵ��ڣ��@ЩС�Ļ����Ѽy���ѼyԴ������d�ɵ�Ӱ��£����Ǻ��p�_�ѵ���Ҫ����֮һ��
����(4)���@�������^��߀Ҫע�ؙz��ÿһ����ÿһ�ӵĜضȿ��Ƽ������|�����Ѻ��ӵČ��g�ضȲ��õ������A��ضȣ�ÿ��ÿ����Ҫ�����Ƀ������^Ҫ��e�_�Ҳ������κ�ȱ�ݣ�ĸ���c���p֮�g�����p�c���p֮�g��Ҫ�^��ƽ����
����(5)������RT�z�yII���ϸ�UT�z�yI���ϸ��OӋ����1.25����ˮ��ԇ���oй¶���ɷN���|��Ӳ�șz�y���Ϙ˜�Ҫ��
6����������
����(1)�ں����^���У���l�F���p�Ѽy������ֹͣ���ӣ��ص״�ĥ�����^�m�M�С�
����(2)��Փ�ںΕr�εض�Ҫ�Ѱ�ȫ������λ�����Ӹ������⡣����Ҫ�˽��܇��h�����Ƿ��в�����������ȫ�����ء��˽����I�Ŀ��gλ�ã����Ǹ߿�һ��Ҫ���ð�ȫ����������ʩ���^���У�һ��Ҫ���˱O�o����l�����⑪�����P�]�Դ��
7���Y�Z
�����Č��`�п��Կ��������|���x�á��ضȵĿ��ơ��^�ɌӵĶѺ���15CrMo�l�y�cTP304�ܵ��ĺ��Ӷ��dz���Ҫ������15CrMo�l�y���^�L�ڵ�ʹ�ã��к��s�|�ĝB�����Ӱ푺����|�����x�ú��ĕrҪ�m���{���Ͻ�Ԫ�صĺ������a�����ڟ��p��ϡ���ɵ�����Ͻ�Ԫ�صēpʧ�����ƜضȜpС��Ӳ�A�Ѻ��ӵ��^������������̼�ĔUɢ���Ͻ�Ԫ�ص�ϡጡ�