�˼����P䓽�ֹ�y�P�gԭ���������ˇ���M
���������˺˼����P䓽�ֹ�y�ܷ���a���P�g��ԭ��Փ����ģ�M���r��ԇ�ӵ��P�g�C������B�˸��M��ˇ�����ܷ����P�g�ķ�����
1������
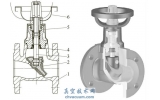
������ֹ�y�����ܷ���Cеĥ�pС������S�o�����ԣ��V�������ں��վ�ܾ�ϵ�y�С���ij���վ�ĺ˼����P䓽�ֹ�y�ڶѺ����ܷ��沿λ���F�����@�P�g( �������վҲ���^���Fͬ��P�g���}) ����ռ��g�W(http://shengya888.com/)�J��Ӱ����y�T���|����
2���˼����P䓽�ֹ�y�ܷ���a���P�g��ԭ�����
����ᘌ��˼����P䓽�ֹ�y�Ѻ��ܷ����P�g���}����Ҫ��3 �������M��ԭ��������ٷ����y�w���ܷ��沿λ�Ļ��W�ɷ֣��_�����Ƿ�l���˲����D׃���ڷ�����ĥ���ˢ�Ļ��W�ɷ֣��_����ĥ���ˢ�Ƿ��P��ܷ����������Ⱦ���۷����^�̹�ˇ( ���ӹ�ˇ����ĥ��ˇ��) ���y�T��Ӱ푡�
����2.1���y�w���ܷ������
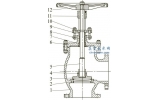
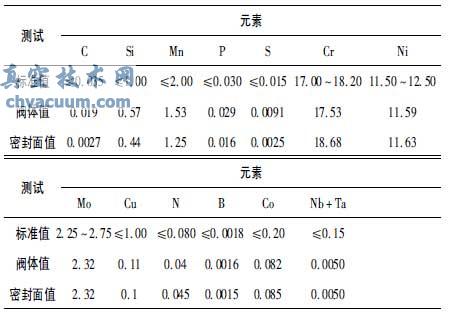
�����x��DN15 ���P䓽�ֹ�y( Z2CND18 - 12NS) �����ù��V�x��ȡĩ���ķ������y�w���ܷ�����ϻ��W�ɷ��M�Йz�y( ��1) ���yԇ�Y���������y�w���ܷ��沿λ�Ļ��W�ɷ֝M��RCC - M M3301 ��Ҫ���W�ɷ�δ�l�������D׃��
��1 �y�w���ܷ��沿λ���W�ɷ� Wt%
����2.2����ĥ���ˢ
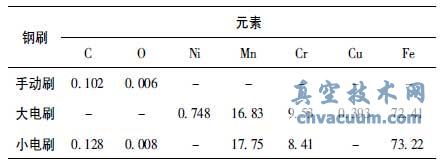
�������ù��V�x��ȡĩ���ķ�������ĥ���ˢ�Ļ��W�ɷ��M�з���( ��2) �������Y���������ˢ���Ϟ�Fe-Cr-Mn ϵ�W���w���R���w�p��P䓡����ò��P�ˢ��ĥ���P��y�T������RCC - M �˜ʵ�Ҫ������ͬ��y�T�����a��Ҳ������ͬ�N���|�IJ��P�ˢ�ֹ���ĥ��δ���F�ܷ��沿λ�P�g���}�����W�ɷַ����@ʾ���P�ˢMn �����ߣ�Mn Ԫ���܉���߲��ϵ���ĥ�ԡ�
��2 �ˢ���W�ɷ� Wt%
����2.3����ˇ�^��
����(1) ���ӹ�ˇ
�����˼����P䓽�ֹ�y�ܷ��沿λ�ĶѺ����^�˺��ӹ�ˇ�u�����Һ��ӹ�ˇ�u��������RCC - M �˜ʵ�Ҫ���ܷ��沿λ�����z�Y��( �D1) �������ۺ��^����M�����ã���Ӱ푅^������W���w���ۺ��^����s�γɵĵ��͵�����������ܷ�����ۺ���ˇ���������Ӻ�Ľ���ϸ������ռ��g�W(http://shengya888.com/)�J���ų��˺��ӹ�ˇ���ܷ����|����Ӱ푡�

�D1 �ܷ��沿λ�ۺ��^����M��× 100
����(2) ��ĥ��ˇ
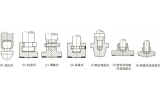
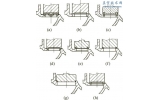
�����ٌ��y�T�^��ò�ͻ��W�ɷֵ�Ӱ��x���y�w���w�քe���^�ք�ˢ��ĥ��늄�ˢ��ĥ��ɰ݆��ĥ���ԇ���M�В�����R�����ͻ��W�ɷַ���(�D2����3) �������Y�������քӴ�ĥ�ı����^ƽ����늄�ˢ��ĥ�ı����֮��ɰ݆��ĥ�ı�����ֲڡ�
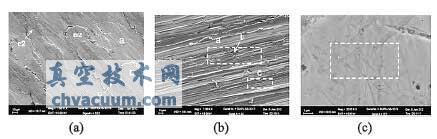
(a) 늄�ˢ��ĥ(b) ɰ݆��ĥ(c) �ք�ˢ��ĥ
ע: ��ĸ��ע��λ�úͰ��^��z�y���W�ɷօ^��
�D2 ��ͬ��ĥ��ˇ̎���^���y�T���w�����^��ò
����ͨ�^�c��1 ���y�w�Ļ��W�ɷ��ȷ�����ɰ݆��ĥ���քӴ�ĥ���ԇ�ӱ��滯�W�ɷ��c���w���ϻ��W�ɷֻ�����ͬ����늄�ˢ��ĥ���ԇ�ӱ���Mn�������@���ߡ�ͨ�^�c��2 ���ˢ�Ļ��W�ɷ��ȷ�����늄�ˢ��ĥ���ԇ�ӱ��渡���Mn �����c늄��ˢ�Ļ��W�ɷֽӽ������������\�D���ˢ��ĥ�Ɖ��˲��ϱ�����g��Ĥ����ʹ�ˢ��С��м����Ƕ�ճ���ڴ�ĥ���档
��3 ��ͬ��ĥ��ˇ̎�����y�T���w���W�ɷ� Wt%
�����ڌ��y�T���w���g��Ӱ�
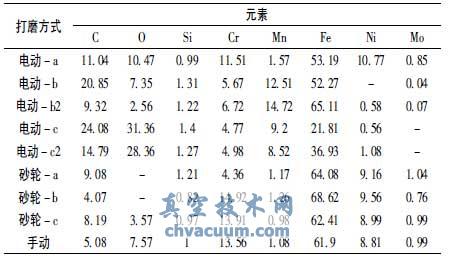
����������늬F���˼����P䓽�ֹ�y�Č��H�����h�����x��Na2S04 + NaCl ���gҺģ�M��ⸯ�g���r���x���^�ք�ˢ��ĥ��늄�ˢ��ĥ��ɰ݆��ĥ��늄�ˢ��ĥ����4 �N��ĥ��ˇ̎�����ԇ��ģ�M�y�T���w����Na2S04 + NaCl ��Һ�н���72h��ģ�M��ⸯ�gԇ�( �D3) �����g�Y���������ˢ��ĥ���y�T���wԇ�ӳ��F���P�g�ߣ������ĥ��ˇ̎����ԇ�Ӿ��o�P�g�ߡ���Ҋ�ˢ��ĥ��ˇ�Dz��P䓽�ֹ�y�ܷ��ܷ����P�g�a������Ҫԭ��֮һ��
(a) �ք�ˢ��ĥ(b) �ˢ��ĥ(c) ɰ݆��ĥ(d) �ˢ����
�D3 ��ͬ��ĥ��ˇ̎�����y�wԇ�ӽ�ģ�M��ⸯ�g��ĺ��^��ò
�����ی��ܷ���^���Ӱ�
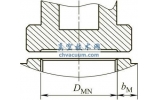
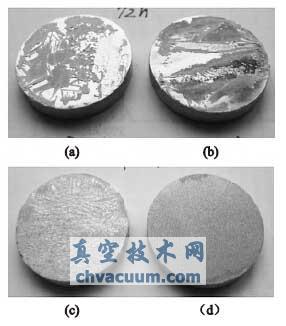
�����ܷ����ԭʼ���桢�ք�ˢ��ĥ��늄�ˢ��ĥ��ɰ݆��ĥ3 �N��ĥ��ˇ̎�����ԇ�ӣ���Na2S04 +NaCl ��Һ�н���72h��ģ�M��ⸯ�gԇ�(�D4) �����g�Y���������ˢ��ĥ��ԇ�ӳ��F���P�g�ߣ������ĥ��ˇ̎����ԇ�Ӿ��o�P�g�ߣ���Ҋ�ˢ��ĥ��ˇ�Dz��P䓽�ֹ�y�ܷ����P�g�a������Ҫԭ��֮һ��
(a) ԭʼ����(b) �ք�ˢ��ĥ(c) �ˢ��ĥ(d) ɰ݆��ĥ
�D4 ��ͬ��ĥ��ˇ̎�����ܷ��沿λģ�M��ⸯ�g��ĺ��^��ò
����2.4������
����ͨ�^���y�w���ܷ���Ļ��W�ɷַ�������֪�y�w���ܷ��沿λ�Ļ��W�ɷ�δ�l�������D׃��ͨ�^����ĥ���ˢ�Ļ��W�ɷַ�������֪�ˢ��Fe-Cr-Mn ϵ�W���w���R���w�p��P䓣�ԓ�ˢδ�����P䓽�ֹ�y�����Ⱦ��ͨ�^����ˇ�^�̵ķ������ų��˺��ӹ�ˇ���ܷ����|����Ӱ푡��ˢ��ĥ��ԇ�ӳ��F���P�g�ߣ���������ĥ��ˇ̎����ԇ�ӣ������ˢ��ĥ�����ԇ�Ӿ�δ���F�P�g�ߣ���Ҋ�ˢ��ĥ��ˇ�Dz��P䓽�ֹ�y�ܷ����P�g�a������Ҫԭ���ˢ��ĥ�Ɖ����g��Ĥ����ʹ�ˢ��С��м�����D�ƣ�Ƕ�ճ���ڴ�ĥ���棬Ӱ����y�T���w�����g�������غ����վ����ĭh���£��ˢ��м�c�y�T���w����îa���P�g��
3���˼����P䓽�ֹ�y��ˇ���M��ԇ���C
����ᘌ��˼����P䓽�ֹ�y�ܷ����P�g���}���M�˴�ĥ��ˇ���ܷ����ջ�̎�����p������120#ɰ����60#��݆��ĥ����ĥ�rע������ƽ���^�ɣ������S���F�^���@��ĥ�����E��ͬ�r��ĥʹ���^��ɰ����ܛ��( ͬһ�K��ʹ�ò�ͬ��λ) �����؏�ʹ�á�ɰ����ĥ��횴����ף��������c�aƷֱ�ӽ��|����ֹ���aƷ�����Ⱦ����ĥ���^��ϴ�g������ϴ��Ŀҕ�z���ܷ�������Ƿ��Դ��К����ĺ�������׃ɫ�Ӻ�ȱ�ݣ�����l�F��������@�ɷN��r��횲���60#ɰ�������M�д�ĥ����ֱ��ȥ����Ŀҕ�z�ϸ����´�ĥ��ˇ̎�����y�T���^��Na2S04 + NaCl ��Һ�н���72h ��ģ�M��ⸯ�gԇδ���F�P�g���Ҳ�ȡ�¹�ˇ���վ�ú˼����P䓽�ֹ�yδ�l�F�P�g�F��
4���Y�Z
�����S����늹��I��Ѹ�ٰlչ�����y�T������IҲ�ڷe�O̽����θ��M��ˇ����߹���Ч�ʣ����ڷe�O̽�����M��ˇ��ͬ�r��Ҳ��ԓ�ӏ���ˇԇ��c�u����������ʹ�õĹ�ˇ����늬F���O���|���a��Ӱ푡�