���͵��y��(d��o)����ƫб׃�ε�̎��
1������
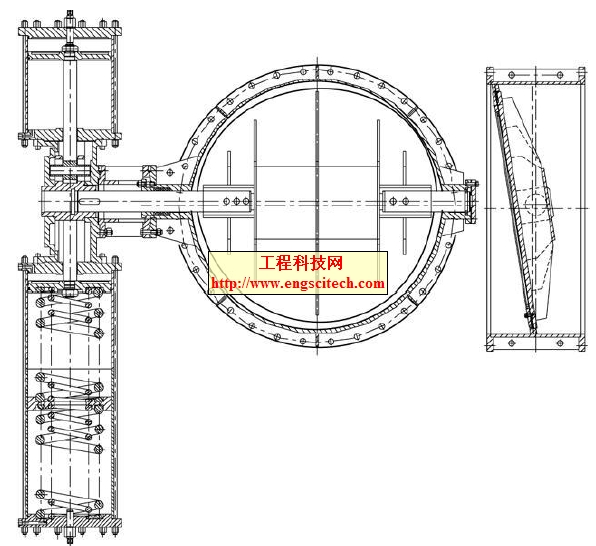
�������y(���º�(ji��n)�Qȡˮ�y)��С��ˮ݆�l(f��)늙C(j��)�M���õ�ȡˮ�O(sh��)�䣬�c�l�T(m��n)ʽȡˮ�O(sh��)����ȣ����y���нY(ji��)��(g��u)��(ji��n)�Ρ�������r(ji��)�͡������ɿ������ڰ��b�Ͳ����S��(ji��n)��ȃ�(y��u)�c(di��n)����С��ˮ늹����Б�(y��ng)�ÏV�����S�M�l(f��)늏S��1#��2#ˮ݆�l(f��)늙C(j��)����һ�܃əC(j��)���ã��əC(j��)����һ�_(t��i)���yȡˮ�O(sh��)�䣬�O(sh��)���ډ��w��(n��i)��ԓ�y�ǹ��Qͨ����DN1600mm�ĈA�P(p��n)ʽ���S���y���ڴ����У�ԓ�y��������?q��)�����ƫб���c�����岻����ȫ�]�ϡ�ͨ�^(gu��)��������ԭ��(j��ng)�m��(d��ng)?sh��)�̎�����֏?f��)���y�T(m��n)�������\(y��n)�С�
2����(w��n)�}�����
����ȡˮ�y���(q��)��(d��ng)�C(j��)��(g��u)��������y���w��3���ֽM�ɡ��(q��)��(d��ng)�C(j��)��(g��u)���X݆����(d��ng)���ք�(d��ng)�����������(q��)��(d��ng)�������D(zhu��n)��(d��ng)���X݆�����(q��)��(d��ng)������ˮƽλ�Ƶ��X݆���ͻ��K�Q���b�õȽM�ɡ������ɿɷ��x�������������M�ɣ�������ͨ�^(gu��)��(n��i)��(c��)�Č�(d��o)����(�S�~���|(zh��))�c�������(n��i)���Ķ�λ��(�~��)��ό�(sh��)�F(xi��n)��(d��o)��λ����ͨ�^(gu��)�����(n��i)���ēQ�����(d��ng)�b�Ì�(sh��)�F(xi��n)�������ˮƽλ�ơ��y���w���y�������w�M�ɣ�֧���(q��)��(d��ng)�C(j��)��(g��u)�͵��岢���]�yǻ�w���ɂ�(c��)�c䓹��B�ӡ��y�T(m��n)�z�ֽ��аl(f��)�F(xi��n)���������������ܷ���֮�g���ڊA�s���(d��o)����a(ch��n)���g϶���mʹ������ʹ�����及(qi��ng)���]�ϣ��g϶��Ȼ���ڡ��������L(zh��ng)���ڹܵ���ʹ�ã��t���匢̎�����(d��ng)��B(t��i)��Ӱ��y�T(m��n)��ȫ�\(y��n)�С�
3��ԭ�����
�������y�T(m��n)�Y(ji��)��(g��u)�Ϸ����������������Ǻ�ȴ���50mm���T䓼�������׃�Ρ���λ�����ɺ���~���Ƕ���������(n��i)��Ҳ���a(ch��n)��׃�Ρ�������Č�(d��o)������ұ۽Y(ji��)��(g��u)�����T�ڸ������ϣ��䄂������(du��)�^�ͣ��ڑұ۲������a(ch��n)��ƫб׃�Ρ����ܷ⸱�ϵ��g϶�ڈA�ֲܷ����Π��Д࣬�g϶���γ�������������A���������r�£���(qi��ng)���]��(�_(k��i)�y)������ʹ������4����(d��o)���������g϶�Č�(du��)��(c��)ƫб����Ɍ�(d��o)�����c�����岻��ֱ��
4��̎��
����4.1��̎������
�������˽�Qȡˮ�y���������]�ϴ��ڵ��g϶���������4����(d��o)������ƫб��B(t��i)��ȡˮ�y���b�ډ��w��(n��i)�����y�҃�(n��i)�o(w��)���I(y��)ƽ�_(t��i)���F(xi��n)��(ch��ng)���߂���Q�͟��T�b�䌧(d��o)�����ėl�������ڌ�(d��o)����ƫб�ǶȺ�С������o(w��)�Ѽy�����Բ�����ĥ��(d��o)����ƫ�x����݆�����ֶ���̎��ƫ������݆�����ֵķ���̎�팧(d��o)����ƫб׃��ȱ�ݡ�
����4.2����(d��o)����ƫб�y(c��)��
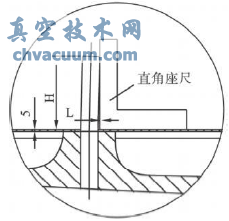
���������I(y��)�F(xi��n)��(ch��ng)����(d��o)����ƫб�̶ȵęz�y(c��)����ֱ�Ӝy(c��)��������(du��)ԭ�����匧(d��o)��������������ƽ̎�������_����4��(g��)������ͬһƽ���(n��i)���ڿ����Ϸ���һ�K��Ȟ�5mm��������(du��)��(y��ng)��(d��o)�����q��̎������܈�壬���y(c��)��ƽ�_(t��i)���z���{(di��o)���̶������壬ʹ֮ˮƽ�����{(di��o)��䓰壬ʹ֮�o�N�����岢ˮƽ����ֱ����������䓰���ʹ��ʼ�K��ֱ��䓰壬��������(d��o)������������ֱ��߅ָ��?q��)������A��(�D1)��������A�����Θ�(bi��o)���ߜy(c��)�����߽߳��c��(d��o)�����ľ��xL��L�����ֵ�c(di��n)���錧(d��o)����ƫб�ķ���ֱ�����ߵ���c(di��n)(Lֵ)܉�E�ʈA����ֲ�����(d��o)��������ƫ�x����݆���IJ����Ǒ�(y��ng)ԓ��ĥ���IJ��֡��ٷքe�y(c��)����(d��o)���������䓰�ĸ߶�h���ɴ˿��Եó���(d��o)�����������ĵď���ƫ������(1+5/h)L(��1)��
��1 ��(d��o)�����������ĵď���ƫ�� mm

����4.3����(d��o)�����ޏ�(f��)
��������(j��)�ќy(c��)�Ì�(d��o)�����������ĵ�ƫ������ƫб����(�D2)����Ҫ��ĥ������ƫб����?y��n)����ľ�����������ĥ���ֵĽ���������Σ���������ĥ�������S����ҕ��ֱ�������Σ���(c��)ҕ���タ�ֲ������ڶ��������ĥ��Ȟ��������ƫ�������ڸ�������ĥ��Ȝp�ٞ�0��
�D1 ��(d��o)�����y(c��)������
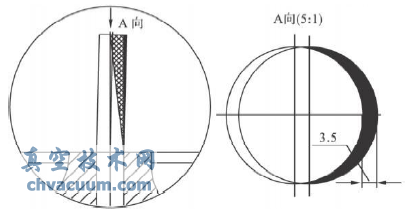
�D2 ĥ����λ(�W(w��ng)��ͺ�ɫ̎)
��������(j��)�y(c��)���Y(ji��)��(��1)�����ĥ������ƽ��ֵ�_����3.52mm����ȡ3.00mm����ĥ�r(sh��)���������Qֱ�̶������ý���ĥ��C(j��)��ĥ�������S����(x��)ĥ��ʹ��̎ƽ���^(gu��)�ɡ��M���]��Ҫ�������400Ŀɰ����ĥ�������M����߱���❍�ȡ����ⷨ�z�(y��n)��ĥ�����������S����ĥֱ�ȡ����˱�����ĥ��������(y��ng)ʹ��(d��o)����ƫб�����Qֱ���ϡ��ֲ�������ĥ̎��֮��������������o(w��)�����]��ԇ�(y��n)������(j��)��(d��o)�����c��λ�Ľ��|����������ĥ̎����ֱ���������������]�Ͼo�ܾ����b��o(w��)�����F(xi��n)�����ĥ��������߱���❍�ȡ�
��������ĥ�������������ĥ����sռ������e��13%����ĥ�����ɽ��ƙE�A����u��A���^(gu��)�ɣ���(d��o)���������m�������ͣ����܉�M���y�T(m��n)�_(k��i)�P(gu��n)�Ą���Ҫ��
5���Y(ji��)�Z(y��)
�����y�T(m��n)��(d��o)������(j��ng)�^(gu��)̎���������c�������_(k��i)�]�������o(w��)���裬�ܵ��^(gu��)���r(sh��)δ�l(f��)�F(xi��n)�������(d��ng)���M��ȡˮ�y���\(y��n)��Ҫ���y�T(m��n)�S���ʹ���У����_(k��i)�P(gu��n)����4�Σ���δ�l(f��)�F(xi��n)�����F(xi��n)���y�����w������̎�o(w��)���@�BҺ�������������^(gu��)���е����(d��ng)�ȾS��ǰ������ͣ�Ҳ������(d��o)������ĥ��ˇ̎���ǿ��еġ�