܉�����y�y�UʧЧ��������Y(ji��)��(g��u)���M(j��n)����
����̽ӑ��܉�����y�ֶ�ʽ�y�U����ԭ������ʧЧ�y�U�Ĺ��V�������Լ�Ӳ�șz�y�Y(ji��)����������m���y�T���H���r�Ľ�Q������
1������
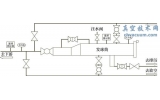
����܉�����y�C�������y���l�y����ֹ�y�ĽY(ji��)��(g��u)���c�������y�T���]�r�ܷ���oĦ���Ͳ���Ť�ص͵ȃ�(y��u)�c����ú����ϵ�y(t��ng)�еõ��V���đ�(y��ng)�á�ijú����˾�ƚ��b��Ĥ���xϵ�y(t��ng)�ĿՉ��C�ܵ��ϑ�(y��ng)�õć����M(j��n)���ք�܉�����y����Ҏ(gu��)���NPS 8�������ȼ�Class 1 500����������19. 5MPa���y�U��ֶ�ʽ�Y(ji��)��(g��u)���ڿՉ��C�z�ޕr��Ҫ���y�T�M(j��n)�в��������y�T�_�����P(gu��n)�]�A�ξ��l(f��)���^�y�U���ѬF(xi��n)��
2�����}����
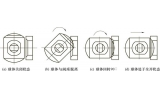
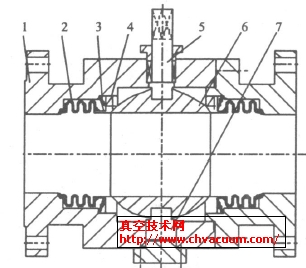
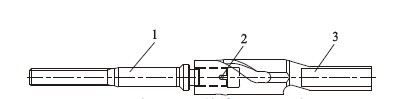
����܉�����y���]�^���У��y�U�������D(zhu��n)�\��Ť����ͬ�rҲ���������\�ӵ��������������ֶ�ʽ�y�U�֞��ϡ��ɲ��֡����y�U���ְ��������ݼy�Ρ������ܷ���Լ����ܷ�Σ����y�U���ְ��������۶Ρ�Ш�ζ��Լ��ⷽ�Ρ����ɶ��y�U���ݼy�ӷ��D(zhu��n)�N�B��( �D1) ����p�ĵIJ��֞����y�U( �D2) �������y�U�]�Гp�ġ��z�y�õ��p�ĵ����y�U�����и�Ԫ�غ���( ��1) �������420 ���ϵ�Ҫ���p�ĵ��y�Uȡ�Ӝyԇ���õ���Ӳ��( ��2) ������( �D3) ������ԇ�( ��3) �Y(ji��)����
1. ���y�U2. ���D(zhu��n)�N3. ���y�U
�D1 ܉�����y�y�U�M�ϼ�

�D2 ���y�U�p����ò
��1 ��Ԫ�ؙz�yֵWt %

��2 Ӳ�șz�yHRC

��3 ���W(xu��)���ܜyԇ

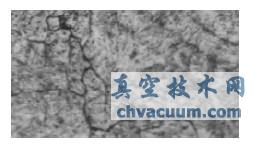
�D3 ����M���D
�������]��ȡ�Ӟ��y�U��(n��i)������̎���Ĵ��ԣ��Y(ji��)��ASTM A276 ��(bi��o)��(zh��n)Ҏ(gu��)���ğ�̎��Ҫ��( ��4) �������Д��y�U����̎����ˇ�����̎������(j��ng)�^�������_���p�ĵ����y�U���Ϟ���̎����420��
��4 ASTM A276 Ҏ(gu��)����420 ��̎��l��

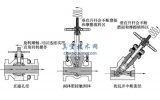
��������(j��)�y�U����ȱ���Π�( �D4) ����������̎���ڑ�(y��ng)�����Ѕ^(q��)��ԓ̎�Y(ji��)��(g��u)��(f��)�s��������(n��i)�ݼy�˵��ۡ���܉���۵�б�沿���Լ������y�U�B�ӵķ��D(zhu��n)�N�ס�Ȼ��܉�����y����Ť��ֻ����ͨ���y��1 /4�������ͣ������y�y�U���Ͽ��������_(d��)1 200MPa ���ϣ���˽Y(ji��)��(g��u)�ϑ�(y��ng)�����кͲ��ϵď��Ȳ���������y�U���ѵ���Ҫԭ��

�D4 �y�U������
3�����r����
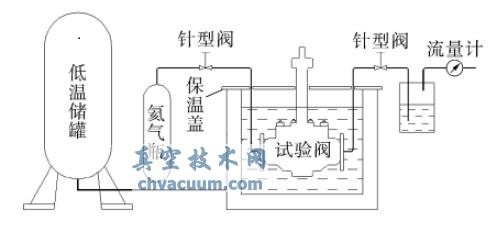
�����y�T���r�l���������Ȼ���Խ��|(zh��)�����К�⺬���s50%���京���s0. 2%���Y(ji��)�Ϸ����Y(ji��)�����y�UʧЧ����Ҫԭ�������ښ����Ѽy( HIC) �����(y��ng)���_��( SSC) ���¡�
���������Ѽy������䓲��ڸߜظ߉����h(hu��n)���²����r�����Uɢ����䓲��У���(d��ng)��s�^���У����ښ��������䓲�������ጷţ�䓲ă�(n��i)�͕�����һ���Ě䣬�Ķ����l(f��)�Ѽy�����(y��ng)���_���Ǻ�H2S �����ԭh(hu��n)������(d��ng)һ�N����Ӱ푲��ϵı����c���Ԛ��w���|�r��H2S ���Ӱl(f��)�����W(xu��)����(y��ng)���γɽ�������͚�ԭ�ӣ���ԭ���ڑ�(y��ng)����ߵ��Ѽy�˔Uɢ�����ϣ�����������Լ������Ϛ��ĔUɢ�Ͷѷe�����˲��Ͽ�������׃�������������࣬ʹ�Ѽy�����הUչ��
����܉�����y�y�U���Ѿ߂��˚����Ѽy�����(y��ng)���_�Ѱl(f��)����3 ���l��������(y��ng)�������|(zh��)�Ͳ��ϡ����y�U����̎�Y(ji��)��(g��u)��(f��)�s����(y��ng)�����С����y�U�ܷ�����λ��̎��܉�����ϲ������y�U���Ѳ����L���c���|(zh��)���|�����ҽ��|(zh��)��߉�������Ȼ�����420������һ�N�R���w���P䓣���(j��ng)�^���̎���������L�ʺ��տs���^С�����Ըߣ�����Ӳ���^�߶��g�Բ��㡣��ˣ��y�Tʹ��һ�Εr�g���y�U�ѽ�(j��ng)�a(ch��n)���Ѽy��һ�����y�T�M(j��n)�в�����������y�U�p�ģ��c܉���y�T���_�P(gu��n)�r�l(f��)���y�U���ѵ���r�Ǻϡ�
4����Q����
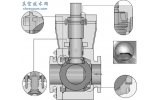
�����Y(ji��)���y�U�ď���Ҫ����y�T��ʹ�ù��r���ɲ��ÃɷN��Q�������ٱ���ԭ���y�U�Y(ji��)��(g��u)�����y�U�Y(ji��)��(g��u)���Σ�����420 �����ܝM��ʹ��Ҫ�����y�U�Y(ji��)��(g��u)��(f��)�s�����ϲ���17 - 4PH���˷����ă�(y��u)�c�dz��^�ͣ��ӹ����㣬�b�了�Ρ��ڌ��y�U�O(sh��)Ӌ��һ�wʽ�Y(ji��)��(g��u)( �D5) �����������B�ӵ��y�U�Ğ����w���죬�y�U�����x��17 - 4PH���mȻ���w�y�U�ӹ��y���������ӣ����Dz��܃�(n��i)�ݼy�˵��ۺͷ��D(zhu��n)�N���y�U����������Ӱ푣��y�U�����w���ܵõ���ߡ�

�D5 ���w�y�U
����2�N�������ϵĿ��ƶ�����NACE MR0175 ��Ҫ���(zh��)�С�
����(1) 420 ����Ӳ�ȿ�����≤22HRC�����ϵğ�̎�������3 ���M(j��n)�С��يW���w���ʹ�����䡣����С�ض��_(d��)��621�� �ػ�Ȼ����s���h(hu��n)���ضȡ�����С�ض��_(d��)��621���ػ��������ڵ�һ�λػ�ضȣ�Ȼ����s���h(hu��n)���ضȡ�
����(2) 17 - 4PH ����Ӳ�ȿ�����≤33HRC���������p�ؕrЧӲ����̎��������1 038 ± 14������˻𣬿����Һ�w���32�����¡�����760 ± 14���M(j��n)�е�һ�γ���Ӳ������������2h���������Һ�w���32�����¡�����621 ± 14���M(j��n)�еڶ��γ���Ӳ������������4h���������Һ�w���32�����¡�
5���Y(ji��)�Z
�������M(j��n)����y�U���C��܉�����y�ں��乤�r�µ��L����Ч�\�С��y�T�O(sh��)Ӌ������r����(y��ng)����(j��)���Hʹ�ù��r���������ڿ��̹��r�£�����һЩ��ᘌ��ԵIJ�O(sh��)Ӌ����(y��n)���������P(gu��n)��(bi��o)��(zh��n)����ژ�(bi��o)��(zh��n)��(zh��)�У����ܝM�㌍�H��Ҫ�Ϳ͑�Ҫ��