���������y������
������B�������Д����y�ĽY�����c�Լ�����M��Ŀ��̹��rҪ��;��������Ԫ�����������y�w�����w���y����֧�ΰ塢�y�U�ȳЉ����ď����M��������Ԫ����;��B�ˌ����wĥ�����㲿���b����P�I�������E�Ŀ����^��;�Y�����������Ƴɹ��������Д����y���ԝM����̹��rҪ���F�������Д����y�ć��a�����a���졣
���������Д����y�V�������ڸ��Nú������ʯ������F��ұ�𡢿շֵ��ИI�����������Д����y��̎���r����ȼ���ױ��h�����κ���©�̓�©���п�����ɼ���ȼ������ը�ȇ��غ������ˣ��������Д����y���OӋ���x�ġ��ӹ������졢Ó֬���b�䡢���b�ȭh��������ˇ����Ҫ���^ȥ�����ܵ��b���ˇ�����ƣ����ȟo�����a�����Д����y���L����ه�M�ڣ������y�T�r���F����؛�����^�L���ҾS�ޘO�鲻�㣬�������҇���ԴӋ���������ʩ���y�T����I�İlչ����������Д����y�ć��a������ʮ����Ҫ��������x�ͽ������x���P�ߔM���c��Bᘌ������Д����y���a�����M�е��о����OӋ�����졣
1�������Д����y���̹��rҪ��
����(1)�����x���x����ٲ��ϕr�����ٵĿ�ȼ�����P�I���]�Ć��}�������ٲ��ϵĻ��W�ɷ֡�������ȡ��ضȡ����≺�������⼃����Ӱ푽��ٿ�ȼ�Ե���Ҫ���ء�������ʹ�×l���½��ٵĿ�ȼ�ԣ������������������ơ������ȼ���ٲ�����ϵ�y�OӋ�������܉���ȼ���t����Ҫ�������١��x��ǽ��ٲ��ϕr�����u���c����ļ����ԡ���1����N��У��ǽ��ٲ���������朽ӵ����ã���˷ǽ��ٲ���ȼ���a���ğ����ȼ�ض�(AIT)��2����Ҫ�ą�����
����(2)�ܷ�Ҫ�������Д����y���ܷ���Ҫ�M��ANSIB16.104Ӌ�㡣����Ӌ�㹫ʽ�����ܷ����ƽ��ֱ���ó���ƽ���ܷ�ȉ������ܷ�ӳ�ܷ�����ܷ�Ȣ���Ҫ�����y�w�c���y�w�B��̎�ܷ���y�U����̎�ܷ��谴�˜�ISO15848-1��SHELLMESCSPE77/312�M��й©�yԇ��
����(3)����ͷ��o늹��ܡ������Д����y�OӋ�迼�]ʧ��ȫ(firesafe)��һ��ʧ���y�T����©�̓�©���ܳ��^API607Ҏ����й©�˜ʡ�ܛ�ܷ�������Д����y�����w���ǽ��ٲ������A�֣��п��ܮa���o늣�����c�y�w��ͨ����24VDC�£����ֵ<10Ω��ͬ�r�������Д����y�y�w�ɶ����OӋ�o��B�ӌ����M���c�ӵ���|�B�ӡ�
����(4)�Ԅ�й�����ܡ������Д����y��횾߂��yǻ�Ԅ�ж�����ܡ����y�T�P�]���yǻ�ȉ��������P�]�����r�����Ԅ�ж���������͵�һ�ȡ�
����(5)�Ȳ�����❍�ȡ������������Д����y�ȸ������ӕr��������ë�̡����ۡ���Ȍ��l������Ħ�����a��������һ������̼����߀�п��ܰl����ը�¹ʡ���������ȱں��Д����y�ȼ��Ď��Π�A���^�ɣ�����⻬���Ȳ�����❍�ȱ�횝M��ISO8501-1Sa2��Ҫ��
����(6)�坍Ҫ����������Д����y��ǻ������֬���҉m���Fм���F�P��ˮ�P�������ȘOС�Ĺ��w�w���s�|��������ͨ�^�����Д����y�r��������ɼ��ҵ�ȼ������ը�ȇ��غ������ˣ������|������㲿������坍�Ƀ��������Д����y�\ݔ�Ͱ��b�r��������̎���������Д����y�������@�Ľ��͘�ӛ��
����(7)�ܷ�ԇ���������Д����yݔ�͵Ľ��|�����⣬�߉��͵͉��ܷ�ԇ���|����횲��õ��⡣���õ���ԇ���Ա��C��С����Ⱦ���g��
2���Y�����c
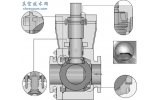
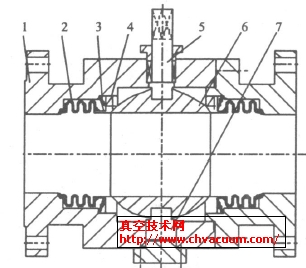
���������Д����y�ĽY����ʽҊ�D1��
�D1 �����Д����y�Y����ʽ
1—���y�w;2—���y�w;3—���w;4—�y��;5—���Ώ���;6—�����N;7—�S��;8—֧�ΰ�;9—�pĥ�|;10—�y�U;11—֧��;12—��й©Ó֬�M������;13—�ЙC�������m��;14—���ЙC���B�Ӱ�;15—���ЙC��;16—�o��B�ӌ����M��
���������Д����y��Ҫ�Y�����c���¡�
����(1)���y�w���y�w������呼����Կ˷��T������ȱ��(���ס��A�������ɵ�)�����y�w���y�w���øߏ�����˨�B�ӣ��B��̎�O���ܷ�|Ƭ���Ա��C�o��й©��
����(2)���w���µ�֧���S��֧�ΰ�̶��ڸ��y�w�ϣ����ù̶���֧�ΰ�Y�������w�c֧�ΰ���õ�ĥ��ϵ���S�У����F��Ť���OӋ��
����(3)���w���y�������M������Ӳ��̎�����ɴ�������ĥ�ԺͿ��߉����ⴵ�����������w������߅�����^�g�����Ա��CӲ����Ӳ���Ó�䡣���wֱ���Ȃ��y�OӋ�����wֱ�������S��5%��7%���~���г̣��ɴ������������߅��ĥ�p������������ЙC�����ʴ_�P�]����ɵ�����й©�����wĥ�����c�y���䌦��ĥ���Դ_�����w�c�y�������ܷ���100%�ܺϡ�
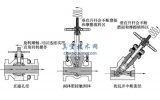
����(4)�ڵ͉��£�ͨ�^���Ώ��ɵ��A�o���ͽ��|�ĉ������F�ܷ⣬�ڸ߉���ͨ�^���|�ĉ������F�ܷ⡣���Ώ����ڴ_���ܷ����ܵ�ͬ�r߀�ܱ�����Ώ���ǰ��ۼ��w�����Ҳ�����ˈA���������������M���w�����l������������ʹ�����Д����y�a����й©��
����(5)���w�c�y�Uͨ�^�A���N�������^ӯ����ӣ��Ӻ����w�c�y�U����1�����w����ȫ���C���w�c�y�Uͬ�ģ��Ҳ������ط�����
����(6)���õ�й©Ó֬�M�����ϣ�й©�ʝM��ISO15848��SHELLMESCSPE77/312й©�yԇҪ��ͬ�r������y�U����Ĺ❍�ȣ����ú����ܱ���ӹ��O��ĺ����ܵ����M�о��ӹ����ӹ����y�U����❍�����3�����ϣ��ֲڶ�Ra�_��0.2���£����y�U�����@Ӳ�����20%���ϡ�
����(7)�ڈ��ЙC���B�Ӱ����O���ЙC�������m�壬�Է�ֹ�҉m�����۵��s�|�M���y�U���y�w�ȣ��������y�T�����Ⱦ�������ڰ�ȫ�[����
����(8)�o��B�ӌ����M���Ɍ������Д����y�c�����Bͨ�������o늵ľۼ���
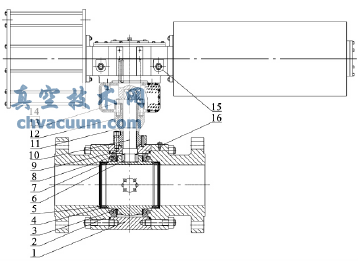
����(9)�����Д����yݔ�ͽ��|�����⣬���w���y��Ó֬̎�����چ��]�^���Ќ��ڸ�Ħ�����x��Ĉ��ЙC���İ�ȫϵ������2��
3���Љ�������Ԫ����
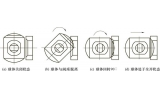
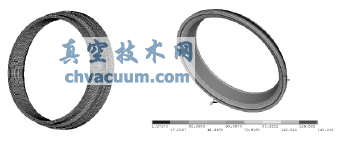
�����ڂ��y�y�T�OӋ�У�����Ӌ�㷽�������ƣ�ֻ�ܸ����������W���ṩ��һЩ��ʽ�M�й��㣬�@�N��������ȫ�淴ӳ�y�T�đ�����B��Ҳ���ܽo�OӋ�ˆTָ���y�T�ı����h�����M������˲�������Ԫ�������������Д����y���o���OӋ�DZ�Ҫ�ģ��ɞ��y�T�OӋ�ṩ�������Љ�������Ԫ��������ASME�ڢ����M�У���������Ԫ�����ijЉ����У����y�w��������Ԫ����Ҋ�D2;�����w��������Ԫ����Ҋ�D3;���y����������Ԫ����Ҋ�D4;��֧�ΰ及������Ԫ����Ҋ�D5;���y�U��������Ԫ����Ҋ�D6��

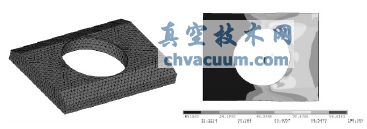
�D2 �y�w��������Ԫ����
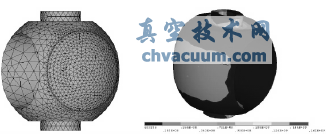
�D3 ���w��������Ԫ����
�D4 �y����������Ԫ����
�D5 ֧�ΰ及������Ԫ����
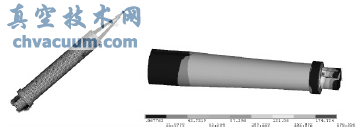
�D6 �y�U��������Ԫ����
4���P�I�����^�̿���
����(1)���wĥ�����ߵ��ܷ����ܺ͵͵IJ���Ť�������y�OӋ���������2���ȶ�Ŀ�ˣ����@һĿ�˵Ľ�Qȡ�Q��ĥ��C���M������ʹ���wĥ����ĈA��≤0.002mm��������M�ڸ߾��Ȕ���ĥ��C�M�а��j��ĥ���ӹ���
����(2)�b�䡣�����Д����y����b��ǰ��Ó֬�����������̣��֞����aǰ�ڡ�����1����ϴ�����������ϴ������Ó֬4�����E�����������Д����y�����ڌ��ßo֬�y�T�b��܇�g�b�䣬����Ó֬���ס������b�乤���b�䡣�b�����ø߉������������ܜyԇ���|��ԇ����Ó֬�z��Ҳ������⾀�ɹ���z�飬�Դ_�������Д����y�坍�o���ۡ�
5���Y�Z
���������Д����y���̵�ʹ�ù��r���������Д����y���OӋ���x�ġ��ӹ������졢Ó֬���b�䡢���b�ȭh��������ˇ����Ҫ�������в�������Ԫ�������Љ����M������Ԫ������ͬ�r�����wĥ�����b���P�I�����^���M�п��ƣ�ʹ���Ƶ������Д����y�M����̹��rҪ��ͨ�^���I�����C����������ȫ���������F�����Д����y�ć��a�������C�������Д����y�������dzɹ��ġ�