300MW�C(j��)�M�߉������{(di��o)��(ji��)(li��n)���y���T(m��n)©������ų���ʩ
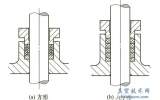
�����A�ܾ���ɽ늏S2#�C(j��)�M��20���o(j��)90���ĩ���a(ch��n)��300MW���R�牺����݆�l(f��)늙C(j��)�M��ԓ�C(j��)�M���B�m(x��)�\(y��n)��10���ꡣԓ�����y���Pʽ����һ�M(j��n)������(li��n)�Ϲ�����ʽ�������T(m��n)�����Pʽ�²��M(j��n)�⣬3��(g��)�{(di��o)��(ji��)�y����ʽ�²����⡣
1�����Ϻ�(ji��n)��
�����A�ܾ���ɽ늏S2#�C(j��)�M��20���o(j��)90���ĩ���a(ch��n)��300MW���R�牺����݆�l(f��)늙C(j��)�M��ԓ�C(j��)�M���B�m(x��)�\(y��n)��10���ꡣԓ�����y���Pʽ����һ�M(j��n)������(li��n)�Ϲ�����ʽ�������T(m��n)�����Pʽ�²��M(j��n)�⣬3��(g��)�{(di��o)��(ji��)�y����ʽ�²����⡣
������5�꣬������(g��)�\(y��n)���ڃ�(n��i)�����y��(j��ng)�v��δ��͙z�ޡ�����M(j��n)���˴��ޣ����Q���y���ȴ������;�������y�y���c�y�����|���ྀ���ϣ���Ό�(du��)�y���M(j��n)����ĥ̎�����z��̎����C(j��)�M�\(y��n)�в��Ã�(n��i)©�������f��������(n��i)©�������y���ϡ�
2�����Ϯa(ch��n)����ԭ�z�(y��n)�Ų�
������(du��)�ڸ߉������{(di��o)��(ji��)(li��n)���y���y�������T(m��n)�y���c�y�����|���ྀ��(w��n)�}�����ڌ�(du��)�y����ĥ�^(gu��)���Ќ�(du��)�ܷ⾀�M(j��n)�Йz�飬���|������ܣ������g(sh��)Ҫ����Ȧ�B�m(x��)���|�o(w��)�ྀ�����ҽ�(j��ng)�^(gu��)���ײ���z�飬ÿ�ν��|��λ�ò�һ�ӡ���(j��ng)��������ռ��g(sh��)�W(w��ng)(http://shengya888.com/)�J(r��n)�醖(w��n)�}�a(ch��n)������Ҫԭ���������棺
�������y�����b�|(zh��)����(w��n)�};
�������y�����y�����f��ƥ�䆖(w��n)�};
�������y�U������(d��o)���y���Ǵ�ֱ���|�y����(w��n)�};
�������y��׃�Ό�(d��o)���y���c�y�w���S��ƫб��(w��n)�}��
�����Y(ji��)�Ϛv�Ιz�ĽY(ji��)�������M(j��n)�����Йz���⣬��ᘌ�(du��)�Ե،�(du��)�y�����y�w��λ��ͬ�S�Ⱥʹ�ֱ���M(j��n)�Ќ�(zhu��n)�(xi��ng)�z�顣��(du��)�a(ch��n)����(w��n)�}��ԭ���M(j��n)����һ�Ų飬���w�z�(y��n)�Y(ji��)�����£�
����(1)�y�����b�|(zh��)����(w��n)�}���ֽ������y�z���y�����|���Ѓ��c(di��n)�ྀ�����|����Ȧ���|��խ�������y�����bλ�÷��ψD��?ji��n)O(sh��)Ӌ(j��)Ҫ��
����(2)�y�����y�����f��ƥ�䆖(w��n)�}���y���c�y�������D�����a(ch��n)���������fƥ�䆖(w��n)�}���y���o(w��)׃�Σ��;���á�
����(3)�y�U������(d��o)���y���Ǵ�ֱ���|�y����(w��n)�}���y�U�����M(j��n)�ЈA������(d��ng)��ֱ���șz�顣��(j��ng)�y(c��)�����y�U�A������(d��ng)�ϸ�ֱ���ȳ���0.03mm��ͨ�^(gu��)�z�y(c��)�Y(ji��)�����y�U���������y���ྀ��ԭ����?y��n)��y�U�c��Ͳ������g϶�ܱ��C�y���c�y��֮�gͬ�S�ȡ�
����(4)�y��׃�Ό�(d��o)���y���c�y�w���S��ƫб��(w��n)�}�����y�����y�����c�y�w��λ�ęz���^(gu��)���У����Ȳ�ж���y���������y���׃�(n��i)����Ƥ�������y�w��λֹ�ڿ���ƽ�棬�M(j��n)���y�����c�y�w��λ��ͬ�S�ȼ���ֱ�ȵęz�(y��n)�������y�w���b����Pʽ���ɿ�ˮƽ���Ӳ��ÿ��g���712mm���F(xi��n)��(ch��ng)�](m��i)�Йz�y(c��)�O(sh��)�����M(j��n)��ͬ�S�Ⱥʹ�ֱ�ȵęz�y(c��)������(j��)�F(xi��n)��(ch��ng)��(sh��)�H��r���O(sh��)Ӌ(j��)���y��ͬ�S�Ⱥʹ�ֱ�șz�y(c��)���b��
�����z�y(c��)���b�O(sh��)Ӌ(j��)��D1�����b֧����Φ10mm䓽��Ƴɣ��ײ����������O(sh��)Ӌ(j��)�������ε�����С��(du��)��(y��ng)���y����Φ462mm�A�������C��������c(di��n)�c��(n��i)����1mm�g϶�����ڶ�λ����{(di��o)�������b�����y�����{(di��o)��3��(g��)��λ��ᔣ����C�����ε�����c(di��n)�c�y����(n��i)��֮�g�Ŀ��g϶��0.05mm֮��(n��i)��Ҋ(ji��n)�D2���������c(di��n)�ɈA�����c(di��n)��ƽ��ԭ���������ε����ϴ�ֱ���U�������U��ͬһ�����O(sh��)��3�K�ٷֱ����²��ٷֱ�y(c��)���y����(n��i)����ֵ��Ҋ(ji��n)�D3���ϲ�?j��)ɉK�ٷֱ������ֱ���ã�һ�K�y(c��)���y�w��λ��(n��i)������һ�K�ٷֱ�y(c��)���y�w��(n��i)��ֹ�ڴ�ֱƽ�棬Ҋ(ji��n)�D4��

�D1 ͬ�S�șz�y(c��)���b����

�D2 ���߹̶�����(bi��o)ӛ
�����y(c��)���r(sh��)���{(di��o)���õײ������ζ�λ���_��(sh��)����(g��)�ٷֱ�w�㣬���ڜy(c��)��ֹ�ڈA�����Ø�(bi��o)ӛ���ڜy(c��)��ӛ䛡��F(xi��n)��(ch��ng)��(du��)ֹ�ڈA��ÿ90°��(bi��o)ӛһ�c(di��n)��Ҋ(ji��n)�D2��

�D3 �y(c��)���y����(n��i)����ֵ

�D4 �ٷֱ������ֱ����
������(du��)������(sh��)��(j��)�����l(f��)�F(xi��n)�ɿ�(�y�����c�y�wֹ�ڿ�)����ֵ����ͬλ��ƫ�������3#λ��(����(du��)��1#λ�õ�180°λ��)������(��y(c��)��ֵ)��0.15mm����(du��)��(y��ng)1#λ��(0°λ���O(sh��)��ֵ��0mm)��Ӌ(j��)��ͬ�S��ƫ���(0+0.15)/2=0.075mm;ȥ������z�y(c��)���b���b�����g϶0.05mm����(sh��)�Hͬ�S��ƫ���0.025mm���������O(sh��)Ӌ(j��)Ҫ���ͬ�S��ƫ��0.05mm��
��(du��)�y�����M(j��n)�Мy(c��)����(sh��)��(j��)���±���
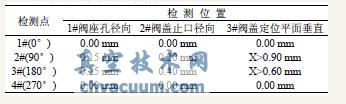
����ͨ�^(gu��)�y(c��)���C���y�����c�y�w��λ������ͬ�S��ƫ���ںϸ�֮��(n��i)�����Ǐęz�y(c��)ӛ��аl(f��)�F(xi��n)�y�wֹ�ڶ�λƽ�洹ֱ�ȇ�(y��n)�س����2#(90°λ��)��3#(180°λ��)�ɂ�(g��)λ��������(du��)��1#(0°λ��)λ�ðٷֱ�y(c��)��������̎�_(d��)0.90mm���ϡ�
�����õ��ڳߙz�y(c��)�y��ֹ��ƽ���ƽ��ȕr(sh��)���l(f��)�F(xi��n)ֹ��ƽ��׃�Ξ��(n��i)���A���棬�ʬF(xi��n)��Ҏ(gu��)�t�A�h(hu��n)��y�w��λ����ֹ��ƽ��̎���ٔD��׃�Ρ�����(j��)����r�z�y(c��)�y�w����(du��)��(y��ng)��ֹ�ڲ��֣�Ҋ(ji��n)�D5���y�w��A�O(sh��)Ӌ(j��)�߶Ȟ�6mm�Ķ�λ�_(t��i)ƽ���ѽ�(j��ng)׃�Σ�����ʃ�(n��i)����͵ĈA���ͣ���A��(sh��)�H�߶Ȟ�5mm���ң����O(sh��)Ӌ(j��)Ҫ��ֵС1mm��Ҋ(ji��n)�D6���D7��

�D5 �y�wֹ��ƽ��

�D6 �_(t��i)�߶șz�y(c��)

�D7 ƽ��׃�Ιz�y(c��)
����ͨ�^(gu��)����ԭ���Ų飬�����ж������T(m��n)�ྀ�Ĺ�����Ҫ���y�wֹ�ڶ�λƽ��׃�Ό�(d��o)���y����λƽ��׃�Σ�ʹ��λƽ��ʧȥ��λ���á��y�w���b���y�w�c�y������(du��)��ֹ�ڶ�λƽ�����ƫ���c(di��n)0.90mmӋ(j��)�㣬��ʹ�y�^ƫб���_(d��)1.50mm���ң��Ķ��y�^��λ�ʬF(xi��n)����λ�Ôྀ�����|���o(w��)�؏�(f��)��
3������̎����ʩ���Y(ji��)��
��������ˇҪ���ޏ�(f��)�y���c�y�w��λƽ��̓�(n��i)�ף��_(d��)���D��Ҫ��ֵ��ͨ�^(gu��)ײ��ԇ�(y��n)���z���y���c�y����Ȧ�B�m(x��)���|�o(w��)�ྀ����(j��ng)���ԇ�(y��n)���y���c�y�����|���ý��|��λ��һ�£���Ӌ(j��)ײ��28�Ρ�
������(j��ng)�^(gu��)�@�Ιz���Q���y���c�y�����|���ྀ��(w��n)�}�����Ҹ��C(j��)��(g��u)�����O(sh��)Ӌ(j��)Ҫ���_(d��)������z�ޘ�(bi��o)��(zh��n)Ҫ��
4������ԭ���γɷ���
�����y�w�c�y������(du��)��λ�O(sh��)Ӌ(j��)���y�������T(m��n)ֹ�ڃ�(n��i)��ƽ�棬Ҫ���(n��i)��ƽ������(du��)���y���Ĵ�ֱ�Ⱥ�ͬ�S�Ȟ�0.05mm��
�����ښv�ξS�������y���^(gu��)���У������˹������y�wֹ��ƽ��r(sh��)����ʯ��ɰ���ֹ���������Ƥ�����L(zh��ng)�ڶ�������У���(d��o)��ֹ��ƽ��׃�ɻ��Ρ��y�wֹ��ƽ��׃�κ����c�y����Ϻ�(d��o)���y����λ��׃��ʧȥ��λ���á��y�^�ڟo(w��)��λ��r�£��S�y�w�̶�λ������׃�Q����(d��o)���y���c�y�����|��λ�ò��̶����o(w��)�؏�(f��)�Ԕྀ��
�������ښv�Ιz�ޕr(sh��)���z���˙z�y(c��)��������(x��)�£�δ��(du��)ֹ��ƽ���M(j��n)�Йz�飬�ڼ��g(sh��)�z�y(c��)���`�й��ϣ���(d��o)�¹���δ�ų��������e(cu��)�`�ظ��Q�˴����ϸ�����(���y�T(m��n)���Q��ȫ�����y�w���y�w���ȫ��?j��)?n��i)����)���@���H����^��(j��ng)��(j��)�pʧ���������L(zh��ng)��늏S�C(j��)�M�z�����ڡ�
������ˣ��O(sh��)��z���^(gu��)���У���(y��ng)��(du��)�O(sh��)��Y(ji��)��(g��u)�е��㲿���M(j��n)��ȫ��z�飬������z������z©����ɲ���Ҫ�ēpʧ��