����y���wⒻ�Ӳ�|�Ͻ����ĶѺ�
����ᘌ�����y���w����Ӳ�|�Ͻ�Ѻ����Ѽy�a�����}���M���˚廡����ˇԇ�Y�����������������A�ᡢ���̎������r���M��HS111 �ĶѺ����������w����Ⓕ�Ӳ�|�Ͻ��Ѽy���a��������ȡ�Ѻ��^�Ɍӡ��A�ἰ����ػ�̎���ȇ���Ĺ�ˇ��ʩ��
1������
������Ҏ������y���w���棬ͨ�^Ni-P ���W��M��Ӳ��̎������ijЩ����r���|���ϣ��纬�д������wӲ�w���Ľ��|�����w�����ܵ��_ˢ��ĥ�p����������y�Tй©������x��Ni-P ���W����������Ӳ����ʽ��Ŀǰ���õ��ܷ���Ӳ����ʽ�г����ٻ��懊Ϳ��懻��Ͻ�ᇊͿ�������۸����Ӳ�t�ͶѺ�Ӳ�|�Ͻ�ȡ�����ԇ�Ƶĸ߉�Ӳ�ܷ�����y���������a�l�����x��ͨ�^�ֹ��u�O�廡���Ѻ���ˇ��ʹ���w����@���^��ĶѺ��ӣ��_�����g���͛_ˢ��Ŀ�ġ�
2�����Ӳ���
����ԇ��x��HS111(ER CoCr - A) (��1) ��HS112(ER CoCr - B) (��2) Ⓕ�Ӳ�|�Ͻ�Ѻ����z��
��1 HS111 ���z�ĺϽ�ɷ�Wt��%

��2 HS112 ���z�ĺϽ�ɷ�Wt��%

3���Ѻ���ˇԇ�
�����x��8in. (DN200mm) ����y���w(�D1) �M�жѺ���ˇԇ���w���Ϟ�����̎����WCB�����Ȱ����w��2.5mm �Ͻ��ȼӹ����w���溸ǰ�ߴ磬������λ�ּӹ����M����ɫ�z�y�������ס�ɰ�ۺ��Ѽy���T��ȱ�ݡ�
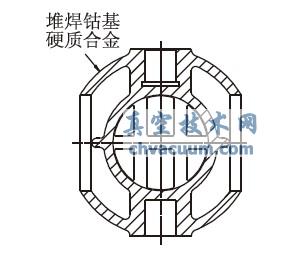
�D1 8 in. ����y���w
3.1���Ѻ�HS111
����ԇ�����A�ᣬ�����M�П�̎�������zֱ��Φ4.0mm���������220 �� 240A��늻�늉�10 ��12V���������8 �� 10L /min����ǰ�����w��������������Ƀ��������^���У����z�����c�ߜص��u�O���|�����z�˲������Ƴ���Ᵽ�o�^�����Q���z���ջ��r��M���ӣ����Ҽ��r���t��ĺ��p�M���N���������������Ѻ�2 �ӣ����Ӻ��4 �� 4. 5mm�������w�^��ȡ����݆��ʩ���ķ�ʽ�����C���g�ض�≥200�档������10 ���Ŵ��R�z�飬δ�l�F�Ѽy��
3.2���Ѻ�HS112
������ֱ����WCB ���w�ϲ��A��Ѻ�HS112������Ҏ������ͬHS111 �ĶѺ������30mm ����2.5mm ��ĺ��ӶѺ���Ŀ�y�z�飬������10 ̎�_��( �����Ѽy) ���������Բ��㣬�����^����ɵ����Ѽy��
��������WCB + HS111 ���w�϶Ѻ�HS112����WCB ���w�ѽ��Ѻ�һ��2. 5mm ���HS111 �����϶Ѻ�HS112�������A��500�� × 1h���Ѻ��ӌ�20mm�����Ӻ�2.5mm����һ�ӣ�����Ҏ������ͬHS111 �ĶѺ��������^���й����ض�≥450�棬����һȦ���l�F1 ̎�_�ѡ�����ػ�600�� × 1h��������120����t���l�F3 ̎�_�ѣ��Ԟ鏽���Ѽy����������HS112 ���zӲ�ȸߣ����ԴoՓ��ֱ����WCB ���w�϶Ѻ���߀�Ǹߜ��A�����WCB +HS111 ���p�϶Ѻ������o���������Ѽy�Įa����
3.3���Ѽy�a��
����(1) HS112 �����Ѽy�a��
��������1 ���������Ѽy����Ƀ������A��500�� × 1h��ֱ����HS111 �a������13 ̎������ԭ�������Ѽy�єUչ��ĸ�Ļ��w���a���ĺϽ��ȳ��^4mm�������^������_�ѡ�
��������2 ���������Ѽy����Ƀ������A��300�� × 1h����ȡER308 ���z���+ HS111 ���z�w�溸��ˇ�������M��300�� × 1h �ػ�̎����������120����t����10 ���Ŵ��R�z�飬δ�l�F�Ѽy��
����(2) HS111 + HS112 �����Ѽy�a��
�����������A��500�� × 3h����ȡER308 ���z���+ HS111 �w�溸��ˇ������Ҏ������ͬHS111 �ĶѺ��������M��500�� × 1h �ػ�̎����������120����t����10 ���Ŵ��R�z�飬δ�l�F�Ѽy��
3.4��ԇ�Y������
������HS111 ���z�������A��ėl�����M������Ѻ����������M�П�̎����
������HS112 ���z�oՓ��ȡ�A��߀�ǶѺ�HS111�^�Ɍӵķ�ʽ�������ܱ����Ѽy�Įa����
�������Ѽy�a���r����횲�ȡ������A��ͺ���ػ�̎����ʩ���a���y���^��
4���Ѻ��ӵļӹ����z�y
�����Ѻ���ɺ���܇��C��܇���棬�x��YG8���^�ӹ����ٶ�8r /min���M�o��0.28mm��܇�����wֱ��������1.5mm �����r�����Ѻ��ӱ����M����ɫ�z�y���l�F���Ѽy�@ʾ�����a���ϸ��ĥ������Ʒ�ߴ硣���w����ֲڶ��_��Ra≤0.8μm���A���_��0.03mm��
5���Y�Z
������ȡ�m���Ĺ�ˇ��������WCB ���|������y���w����Ѻ�HS111����ǰ���A�ᣬ����̎�������Ա��⺸���Ѽy���ӹ����܉��_��Ҫ��ĈA�ȼ�����ֲڶȡ�HS112 �ĶѺ��y���^���˲��á����w����Ⓕ�Ӳ�|�Ͻ��Ѽy���a����Ҫ��ȡ�Ѻ�ER308 �^�Ɍӡ��A�ᡢ����ػ�̎���ȇ���Ĺ�ˇ��ʩ��