ʯ���y�T��й©��ʽԇ�
������B��ʯ���y�Tй©��ʽԇ����ԇ���Y���u�r���u��������Փ�����y�w�˲����y�U�ܷⲿλԇ�y�����b�ĽY���OӋ���������շ��z�y�y�Tй©����ʽԇ��ṩ����Ч������
1������
�����S���˂����h��Ҫ����������ʯ���ܵ����y�T�ĝM����������ƃ�©����©�Ͳٿ��`��ėl�����lչ����M���y�T�����h����С�ŷ�Ҫ�ĭh��Ҫ���c�ИI�lչ������й©�y�T������δ���y�T�İlչڅ�ݣ�����й©�ó�Ҏ��ˮ���͚≺ԇ�o���ж����S���y�Tй©�z�y���g�İlչ�����H�͇��Ⱦ��ƶ����y�Tй©���S�z�˜ʣ��@Щ�˜ʳɞ��b��ʯ����Σ���Ԛ��w���|�ȹ��r�y�T����ҪҎ����
2����ʽԇ�
����ISO 15848 ��й©���x���κ������ΑB�����⻯�WƷ�WƷ�Ļ�����Ĺ��I�������O���аl���ķ��A�ڵĻ��[�ε�й©�F������Ҫ�Dz��ú��|�V�z©�x���y�T���ⲿй©( �y�w�B���ܷ�̎���y�U�ܷⲿλ) �M�Йz�y�����z�y�����Ҫ�֞���S�z����ʽԇ������ʽԇ�����^�L���u�����ں�һ�����u����������ԇ�Ҫ�������(���ѭ�h�͙Cеѭ�h) �������������a��й©�y�T����ռ��g�W(http://shengya888.com/)�J����z�y�ɱ��͡��|���ɿ��Ըߣ������u�õ��V�����á�
����2.1��ԇ��
���������z�y©�ʷ�����ͬ���y�Tй©���Ùz�y����һ��֞�����������շ�( ����������������ַ�)�͇�������������( �D1) һ���m����10-3 �� 10-7 Pa·m3 /s ֮�g��©�ʙz�y����ᘌ��ֲ�©�ʙz�y����Ҫ����ISO 15848 Ҏ����B ����C ��й©�y�T��©�ʙz�y����շ�( �D2) �͇�����( �я�ISO 15848�Єh��) һ���m����10-5 �� 10-13 Pa·m3/s ��©�ʙz�y����ᘌ���©�ʙz�y����Ҫ����ISO 15848 Ҏ����A ����B ��й©�y�T��©�ʙz�y��
����2.2��ԇ����
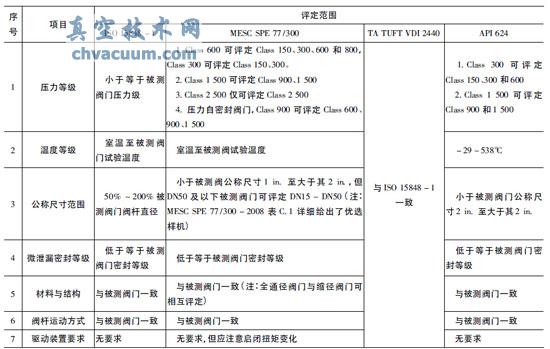
����Ŀǰ�����õ�й©��ʽԇ�Ę˜���Ҫ��ISO 15848 - 1: 2006��MESC SPE 77 /300 - 2008( ���Ƙ˜�) ��API 624 - 2014 ��TA LUFT VDI 2440 -2000( ���˜�) �����˜��о�Ҏ�����y�Tй©��ʽԇ����Ҫ��������ضȵȼ�����ѭ�h�c�Cеѭ�h�Δ����z�y�r�C��ԇ����ԇ���|���y�U�ܷ��{���Δ���( �D3) ��
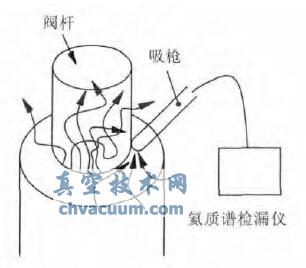
�D1 �������z�yй©

�D2 ��շ��z�yй©
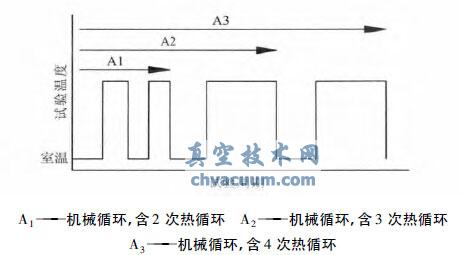
����ԇ�ضȵȼ�һ������y�T���ϡ��Y����ʹ�ù��r����( ��API 624 Ҏ���ߜ؞�260��) ��һ��͜ظ���- 29��r�����M�е͜�ԇ�( MESC SPE 77 /300 Ҏ����- 20��) ��С��80�� �rһ�㲻��ߜ�ԇ��ѭ�h�c�Cеѭ�h����˜�Ҏ����ͬ����API 624 ��VDI 2440 Ҫ��һ���x��D3 �е�A1�M��( һ���ęCеѭ�h�Δ�����2 �Ο�ѭ�h) ��ISO15848 ��MESC SPE 77 /300 Ҫ������y�T��ͺ��y�T�ߴ�ȴ_��( ��MESC SPE 77 /300 Ҏ����≤DN200����100 �ΙCеѭ�h��80�� �� 200��ߜ�ԇ1 ����ѭ�h����> 200�� �ߜ�ԇ��躬2 ����ѭ�h) ��ԇ�����y�T�����ض��µ�������S����������ԇ���|�鼃��≥97%�ĺ�������⣬й©�z�y�r�C��Cеѭ�h�c��ѭ�h�������۾������c̎��
����2.3���u�r�c�u������
�����y�T��й©�ȼ����z�y�Y�����c�y�T���ܷ���ϡ��Y������Ͼ���( ���y�U�c���ϡ�������) ���o�̼��b���c�A�o���ص��������P( ��1) ��
��1 �y�Tй©��ʽԇ��u������
3��ԇ�b
�����y�w�˲��y�����b���������ä�巨�m����˨�c�p�@ʽ�|Ƭ�B�ӷ�ʽ���ڷ��m���O�Ú�Դݔ���c�����O�y�ӿڡ����wй�ſڡ��y�w�����y�؉K�ȡ��C�ӹ��^�̴_�������ľ��ȣ�����ä�巨�m��Դݔ����c���|�ŷŹ�·�Ȳ����cͨ�����OӋ���_���M��ԇ��c��ȫҪ��( �D4) �����]�y�Tй©��ʽԇ�ĸߜء��͜ء��Cеѭ�h���]�l�ԡ��ж�����ȼ���ױ����|�ĸ��g�Եȿ��̹��r��ä�巨�m�����x����̎����304 ��316 ���P��T( ���) �����ں�ASME B16. 34 ��ASME B16. 5 �xȡ�����]��ˇ�ԡ����|���g��ԇ��Ӱ��������Ӹ���ԣ��5mm��������GB 150 Ҏ���M�Б����c����У�ˡ�
�D3 й©��ʽԇ����
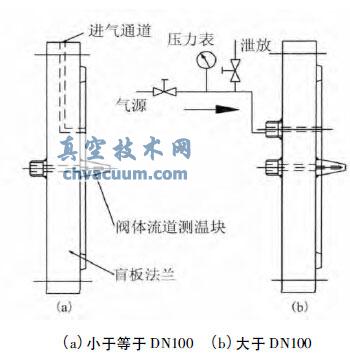
�D4 �y�w�˲��B�Ӝy������
�����y�Tй©��ʽԇ��^���У����y�T̎�ڸߜػ�͜��A�Εr����Ҫ�M��й©�y�������y�U�ܷⲿλ���ґ�������շ��������y�U�ܷ�Y��(������Ϻ��p����) �OӋ�ĸ������Խ����y�Uй©�y������ң��������㣬�Y���ɿ����ɱ���( �D5 �͈D6) ���������y�Uͨ�^�p��O��Ȧ�����Ϻ����ω��w���y�U�ܷⲿλ����й©�z�y����ң��������ω��w���_�Oй©���|�z©ͨ���͙z©�ڡ��p�����y�U�ܷⲿλͨ�^�����ϡ������ϡ����ω��w�����h�����y�U�ܷⲿλ����й©�z�y����ң������y�w���_�Oй©���|�z©ͨ���͙z©�ڣ����h�������c�y�Uֱͨ��ͨ�ס�
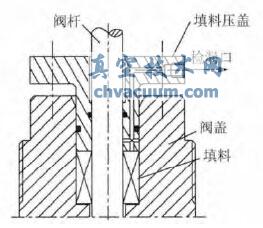
�D5 �������y�U�ܷⲿλ�y������
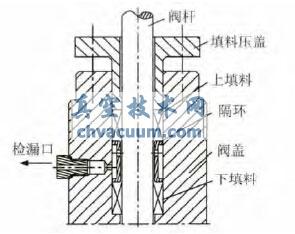
�D6 �p�����y�U�ܷⲿλ�y������
4���Y�Z
�����y�Tй©�z�y���g���M���������y�T��������M�����Q�ס��y�Tй©��ʽԇ���շ��z�y���y�w�˲����y�U�ܷⲿλ��й©�y���ṩ�˿ɿ��ֶΣ�ԇ����z�yԇ�����ƺ͌�ʩ�ṩ�˱��C����չ���y�T�ڲ�ͬ�������ض�( �ߜء��͜�) �͙Cеѭ�h�ȗl�����y�U( �o����) �ܷ�C���c�y�U�ܷ�Y��ʧЧ���о����A�����y�Tй©�ܷ�Y���OӋ�����c�ܷ���ϵ��x���ṩ�˿ƌW������