�L�i�y�w�в庸�p�|���ęz�y
������B�˳��͜��l�y�y�w�L�i���ֲ��óв庸�B�ӵĽY�����c���ߴ�Ͳ��ϣ�����˺��p�ęz�y������
1������
�������͜��l�y�ļ��L�y�wһ����ú��ӽY�����亸�p�|��Ӱ��y�T�����w�ɿ����ܡ�����̽ӑ���x����m�ğo�p�z�y�����z�y�y�T�Y���Ȳ�������ȱ�ݣ����o�p�z�y�Y���c�Ɖ��ԙz�y�Y���C�Ͽ��]�������p�|�������ʴ_���u�r��
2���L�i�y�w�Y��
�������͜��l�y�y�w���L�i���ִ������c���w���|��ͬ�ğo�p䓹ܺ��ӵ��y�w���������ϡ������Ӳ��Ì�����ʽ(�D1) ���鱣�Cͬ�S�ȣ�����̎��Ҫ���OӋ�ɳв��(�D1�������ܷ���λ��) ��Ȼ�ӡ�
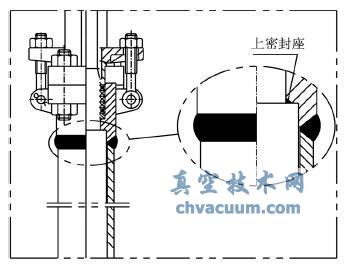
�D1 �L�i�������p
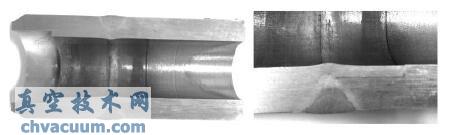
��������회��в�˳�ȥ���ӹ����ܷ����������@�N�y�w���Ӻ߶��^�ߣ�ȥ��ԭ���в庸�IJ�λ���^���y������в�˵ıں��OӋ�^���������º���׃�Σ��o�����C���������ͬ�S�ȡ����Һ�����Ҫ�ӹ����������c���ܷ���ܽ������ׄ������ܷ��档�����Ӳ��óв庸�Y��(�D2) ����в���^�����ܷ��x���pλ���^�h�������˺��ӌ����ܷ⼰����̎��Ӱ푡���ռ��g�W(http://shengya888.com/)�J���ڳв庸�p������3 ��5 mm �Ŀ��g�����㺸�l����ײ����ӡ�
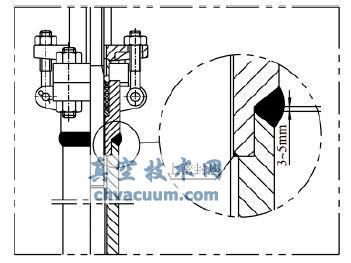
�D2 �L�i�в庸���p
3���z�y
�������͜��l�y�y�w�����x�ÊW���w���P䓣���в庸�γɵ��ǽǺ��p�����p�����|�����ÝB�z�y�����p�����|�������侀�z�y�ͺ��^���g�z�y��
����3.1�������|��
�������p�������JB/T 4730.5Ҏ���ķ����z�y�����ȣ����ܙz���p��ϴ�Ƀ������B��ˢͿ�ں��p���棬ʹ��B�뵽ԇ���������_�ڵ�ȱ�ݿp϶�ȣ�����10min������ȥ������ĝB����������ϴ���������l�ķ���ȥ����ϴ����Ȼ��ԇ��������øɃ��������@������10min���ڰ⏊�ȴ��ڻ����1000LX���M��ȱ���u������JB/T 4730.5����˜ʣ�δ�l�F����ȱ�ݣ�������Ҏ���u����ȈA��ȱ�ݞ�3 ��(�D3) ���_�J�u����PT II���������ˮ��ϴ���p���档

�D3 ���p�B�z�y�Y��
����3.2���Ȳ��|��
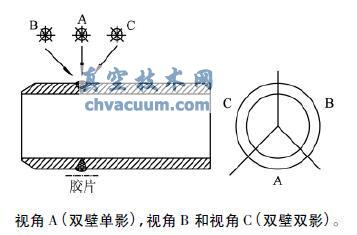
������ȡ�в庸�ӘӉK(�D4)���x�����120°��B���C ��քe�M���p���pӰ�գ���A��ֱ�M���p�چ�Ӱ�ա�����Ir -192�侀���zƬ�ߴ��150mm× 80mm�����|Ӌ������Դ�ȣ�������ǰ���ͺ���������0.15mm������500mm������JB/T4730.2�����Ҏ�������D5 �е�Ƭ�����u�����u�������Ⱥڶȿ�����2.0 ��4.0֮�g���ع�6 min���uƬ����δ�l�F��ס��A���Ϳs�ɵ�ȱ�ݡ�
����3.3�����^�|��
�����侀�z�y�Y�������p���_����GB 226䓵ĵͱ��M����ȱ�����g�z�y��Ҫ������ĥ�⣬�ڷ��Ϙ˜�Ҏ��������ĸ��g���Ќ�ԇ�ӱ���60min��Ŀҕ�^�캸�p���١��ںϾ��͟�Ӱ푅^�ęM����δ�l�F�Ѽy��δ�����A���Ⱥ���ȱ��(�D6)��
�D4 ���������RT �yԇ
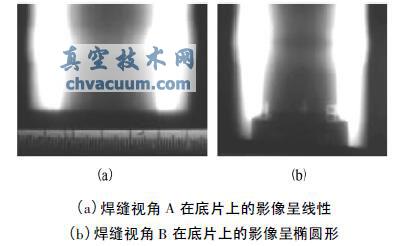
�D5 �侀�z�y��Ƭ
�D6 ���gԇ��ĺ��^�z�
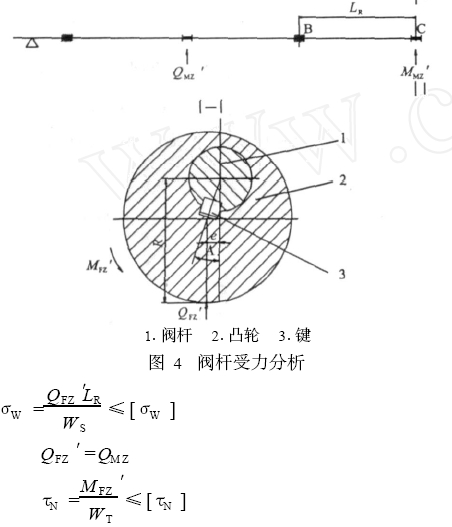
4 ���Y�Z
���������͜��y�T�L�i���ֵijв庸�p����M�НB�z�y�������ȡԇ���M���侀�z�y������ԇ���M���Ɖ��ԙz�y����C�˙z�y��ԇ�Y���Ĝʴ_�ԣ��鳬�͜��l�y���w�Ŀɿ����ṩ�˱��C��