�y�T����ԇ�(y��n)���|(zh��)������
����Փ����ԇ�(y��n)�ˆT�����Ø�(bi��o)��(zh��n)��ԇ�(y��n)�O(sh��)���ԇ�(y��n)��������Ӱ푉���ԇ�(y��n)�|(zh��)������Ҫ���أ����������(y��ng)���|(zh��)�����ƴ�ʩ��
1������
�����y�T�ĉ���ԇ�(y��n)�������wԇ�(y��n)���ܷ�ԇ�(y��n)����Ŀ���Ǚz�(y��n)�y�T�Љ������ď�(qi��ng)�Ⱥ͇�(y��n)���ԡ���ԇ�(y��n)�^���У�ͨ�^�^��Љ������Пo���@׃�λ����ѣ��(y��n)�C�y�T�Ƿ�����O(sh��)Ӌ(j��)����( �Q����) �°�ȫ�\(y��n)��������ijЉ�������ͨ�^�^���y�w���B��̎�Пo�B©���z�(y��n)�y�T����λ�ć�(y��n)���ԡ��ڌ�(du��)�y�T����ԇ�(y��n)�^���У����ԇ�(y��n)�O(sh��)���x�Ͳ���(d��ng)������������Ҫ����(hu��)��(y��n)��Ӱ��y�T�ęz�(y��n)�|(zh��)�������y�T����ʹ�����°�ȫ�[����
2������
����2.1���z�(y��n)�ˆT
�����ˆT������ԇ�(y��n)�|(zh��)���γ��^���е���Ҫ���ء��z�(y��n)�ˆT���������(y��n)���ՙz�(y��n)��(bi��o)��(zh��n)���_��ԇ�(y��n)�����ͱ����r(sh��)�g����ѭ�l�z�(y��n)�lؓ(f��)؟(z��)���l�����lؓ(f��)؟(z��)��ԭ�t�_չ�z�(y��n)�������y�T�z�(y��n)�ˆT߀��(y��ng)�˽��y�T�O(sh��)Ӌ(j��)��������P(gu��n)֪�R(sh��)�������y�T�ĽY(ji��)��(g��u)��ԭ������Ϥ���ϵĻ������ԣ����_�y�T���׳��F(xi��n)ȱ�ݵı�����λ�͑�(y��ng)���ֲ���r���������P(gu��n)��(bi��o)��(zh��n)�l��ă�(n��i)�ݺ̓�(n��i)�����e�O˼�����еķ�ʸ���J(r��n)�������������©�z�����`�С�
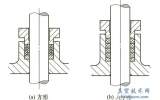
����2.2���z�(y��n)��(bi��o)��(zh��n)
������(bi��o)��(zh��n)�Ǚz�(y��n)�������u(p��ng)��������(j��)�����(bi��o)��(zh��n)Ҏ(gu��)�����g(sh��)����(sh��)�IJ( ��ԇ�(y��n)�����ͱ����r(sh��)�g) �����ó���ͬ�ĽY(ji��)Փ����ij�y�T����(j��)GB /T 13927 - 2008 ��Ҫ���y�T���w����ԇ�(y��n)��2. 4MPa�������r(sh��)�g��1min��δ�l(f��)�F(xi��n)�B©�F(xi��n)���ǣ��y�T����GB 50540- 2009 �����P(gu��n)Ҫ���M(j��n)�Љ���ԇ�(y��n)�����wԇ�(y��n)����2. 4MPa������������5min���ڱ���2. 2min ���y�w���F(xi��n)�˝B©��
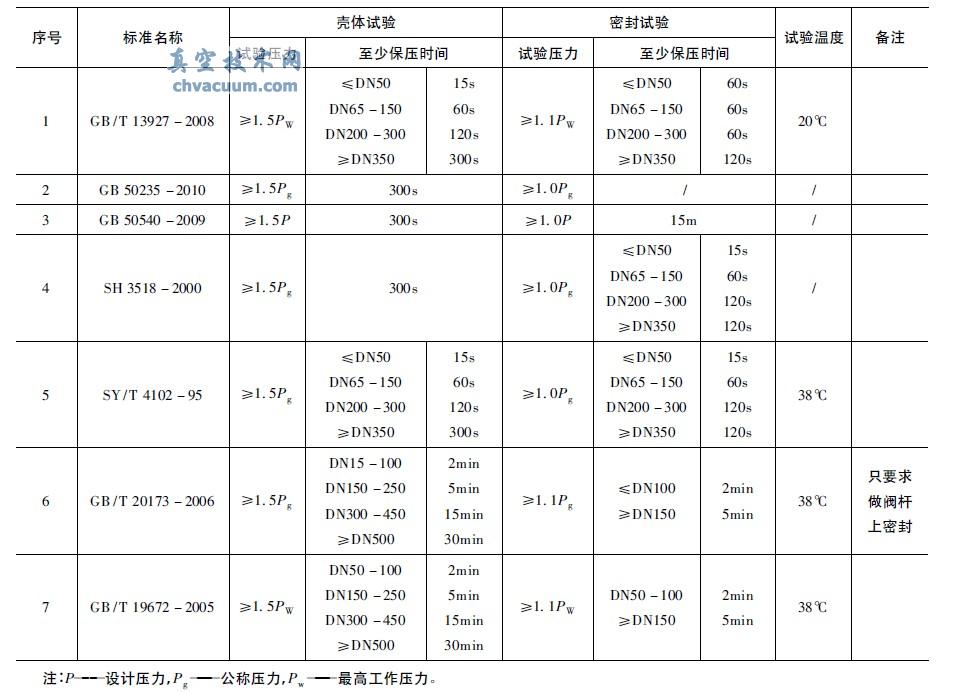
����Ŀǰ���y�T����ԇ�(y��n)ʹ�õĘ�(bi��o)��(zh��n)��Ҫ��GB /T13927 - 2008��GB 50540 - 2009 ��SH 3518 - 2000�ȣ���ԇ�(y��n)����������ͬ���鹫�Q����( ����߹�������) ��1. 5 �����������r(sh��)�g����^��( ��1) ������ͨ���c��ȫ��r����һ���P(gu��n)ϵ����˸���(j��)��ͬͨ��Ҏ(gu��)����ͬ�����r(sh��)�g�@�ø��ƌW(xu��)���������⚤�w����ԇ�(y��n)�dz��^��߹��������Ŀ�����(qi��ng)��ԇ�(y��n)������y�T��(n��i)�����Ѽy��ȱ�ݣ�������(y��ng)�����������׳��F(xi��n)�U(ku��)չ�F(xi��n)���S�������r(sh��)�g�����L���Ѽy�U(ku��)չ����������F(xi��n)�B©�F(xi��n)���y�w��(n��i)�Ѽy��ȱ�ݑ�(y��ng)��(y��n)����ƣ�ͬ�r(sh��)���úηN�z�(y��n)��(bi��o)��(zh��n)��(y��ng)����(j��)�y�T����ͺ���;�ƌW(xu��)�x��
����2.3��ԇ�(y��n)�O(sh��)��
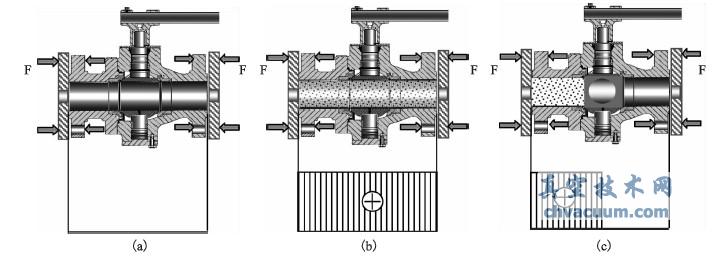
�����y�T����ԇ�(y��n)һ��ͨ�^�y�Tԇ�(y��n)�C(j��)��ɡ�Ŀǰ����(n��i)���a(ch��n)���y�Tԇ�(y��n)�C(j��)��Ҫ�б���ʽ��픉�ʽ�ɷN��픉�ʽ�ǃɂ�(g��)�ܷ�匢�y�T��(du��)��γ��A(y��)�o����ͨ�^O ��Ȧ��(sh��)�F(xi��n)�ܷ⡣�b���y�Tǰ�����{(di��o)�������cԇ�(y��n)������ƥ��( һ���y�Tԇ�(y��n)�C(j��)����S�ṩԇ�(y��n)����- ����- ���Qͨ���P(gu��n)ϵ����) ��Ȼ���_ʼ������ԇ�(y��n)����( �D1) ���y�T���_ʼ����ǰ���y�w���ܵ��^��(y��ng)������������y�w׃�κ��_��ȱ�ݵ����]�������p���y�T��
��1 �y�T����ԇ�(y��n)��Ҫ��(bi��o)��(zh��n)Ҏ(gu��)����ԇ�(y��n)�����������r(sh��)�g�Լ�ԇ�(y��n)�ض�
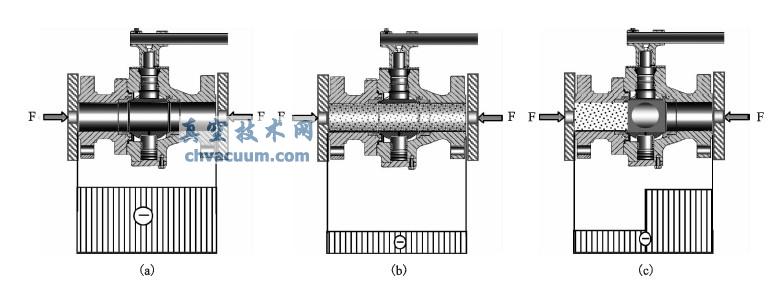
(a) ����ԇ�(y��n)֮ǰ(b) ���wԇ�(y��n)�������g(c) �ܷ���ԇ�(y��n)
�D1 픉�ʽ����ԇ�(y��n)�r(sh��)�y�w�S��(y��ng)���ֲ�
��������ʽԇ�(y��n)�C(j��)ͨ�^��צ���y�T���m�c�ܷ�ä��A��һ�𣬲�ͨ�^O ��Ȧ�ܷ⡣�b���y�Tǰ�����{(di��o)�������cԇ�(y��n)������ƥ�䡣�y�T���m�c�ܷ�ä��A�o������֮ǰ���y�w��(y��ng)����0��ä���ܵ��y�w��(n��i)���������������������c�����������y�T���w�ܵ�����(y��ng)�����ܷ�ԇ�(y��n)�r(sh��)�����|(zh��)��(c��)�ܵ�����(y��ng)�����o���|(zh��)��(c��)��(y��ng)����0( �D2) ��
(a) ����֮ǰ(b) ���wԇ�(y��n)(c) �ܷ�ԇ�(y��n)
�D2 ����ʽ����ԇ�(y��n)�r(sh��)�y�w�S��(y��ng)���ֲ�
��������(j��)ԇ�(y��n)��ʽ������픉�ʽ�ͱ���ʽ���Ѓ�(y��u)ȱ�c(di��n)���e�nj�(du��)�y�w��(n��i)�đ�(y��ng)���ֲ������@��ͬ������픉�ʽԇ�(y��n)�C(j��)���b�Y(ji��)��(g��u)���Σ��b�����㣬�z�(y��n)�ٶȿ죬���y�w��(y��ng)����Ҫ�鉺��(y��ng)��( �S��) ���������wȱ�ݡ����ñ���ʽԇ�(y��n)�C(j��)�y�w��(y��ng)����Ҫ������(y��ng)��( �S��) �����a(ch��n)��ȱ��( ���Ѽy��) ����(du��)��ֱ���^���y�T�ĉ���ԇ�(y��n)���˲��ñ���ʽ�������y�T�o���^����ɓp�ġ��y�Tԇ�(y��n)�C(j��)�e��픉��y�Tԇ�(y��n)�C(j��)�����ŷ�ϵ�y(t��ng)��ԓϵ�y(t��ng)���Ը���(j��)ԇ�(y��n)�����Ԅ�(d��ng)�{(di��o)��(ji��)���o����
����2.4���h(hu��n)���ض�
�����h(hu��n)���ض�Ҳ��Ӱ��y�T����ԇ�(y��n)����Ҫ���أ�����(sh��)��(bi��o)��(zh��n)��(du��)����ԇ�(y��n)�Ĝض��������_Ҏ(gu��)����GB /T13927 - 2008 ��Ҏ(gu��)����ԇ�(y��n)���|(zh��)�Ĝضȑ�(y��ng)��5 �� 40��֮�g�����I(y��)�y�T�������ý��ٲ������죬���ڽ��ٲ����ڭh(hu��n)���ض��^�͕r(sh��)���װl(f��)�������Ɖġ���(d��ng)�ضȽӽ����ϵğo�����D(zhu��n)׃�ض�( ���ٜض��ɸߵ����½��r(sh��)�����ٲ���������׃���D(zhu��n)׃?y��u)�����ƉĵĜض? �r(sh��)���������a(ch��n)��ȱ�ݻ��Ɖġ�����y�T����ԇ�(y��n)�r(sh��)����h(hu��n)���ضȻ���|(zh��)�ضȲ��˵���5�棬��(du��)�ڵͺϽ�䓲��˵���15�档
����2.5��ԇ�(y��n)����
�������wԇ�(y��n)�r(sh��)���y�T̎���_����B(t��i)���oՓ�ĺη���������|(zh��)����(du��)ԇ�(y��n)�Y(ji��)���]��̫���Ӱ푡��ܷ�ԇ�(y��n)�r(sh��)����(du��)��Ҏ(gu��)���˽��|(zh��)��ͨ������y�T( ���ֹ�y��) ����(y��ng)��Ҏ(gu��)������ͨ����Ӊ�����(du��)��ֹ���y����(y��ng)�������෴�ķ���������|(zh��)���Ӊ���������|(zh��)���뷽���e(cu��)�`����������y�Tԇ�(y��n)�Y(ji��)���e(cu��)�`��o���M(j��n)��ԇ�(y��n)��
�����y�T���ܷ�ԇ�(y��n)�r(sh��)���y�T��(y��ng)̎��ȫ�_��B(t��i)��ʹ���ܷ��P(gu��n)�]���o�wǻ��Mԇ�(y��n)���|(zh��)������u�Ӊ���Ҏ(gu��)����ԇ�(y��n)������Ȼ��z�����ܷ����ܡ�
����2.6���y�T��(n��i)���w
���������y�T����Һ�B(t��i)���|(zh��)�r(sh��)���y�T��(n��i)�IJ��֚��w���ۼ���ǻ�w�����̎�����ǡ�GB /T 13927 -2008 Ҏ(gu��)�����M(j��n)�Љ���ԇ�(y��n)�r(sh��)����(y��ng)�Ń��y�T�wǻ��(n��i)�Ŀ՚⡣����(sh��)�Hԇ�(y��n)�^���У�ֻ����ʽ�y�Tԇ�(y��n)�C(j��)�����O(sh��)���Ś���M(j��n)���Ś⣬���Pʽ�y�Tԇ�(y��n)�C(j��)�ϟo����(sh��)�F(xi��n)����(d��ng)�ܙz�y�T�_(d��)��ԇ�(y��n)������(w��n)���A�Εr(sh��)����ԇ�(y��n)�������ܲ����½�����˲�����?y��n)鲻�ܱ������Д��y�T���ϸ˕r(sh��)��(y��ng)������ԭ�z���y�T���^�Ƿ����й©��λ��
����2.7��ԇ�(y��n)���|(zh��)
�����y�T����ԇ�(y��n)���õ�ԇ�(y��n)���|(zh��)ͨ��ѭ�h(hu��n)ʹ�á��y�T��(n��i)����֬���Fм���s���M(j��n)��ԇ�(y��n)���|(zh��)������(hu��)Ӱ�ԇ�(y��n)�C(j��)���]��( �Q���y��) ���ܷ��ԣ���ɟo����(w��n)������˲��܆Α{���ܷ�(w��n)�����Д��y�T����ԇ�(y��n)�ϸ��c��������ԇ�(y��n)���|(zh��)��(du��)ԇ�(y��n)�Y(ji��)����Ӱ푣���(y��ng)���ڸ��Qԇ�(y��n)��ˮ���M(j��n)��ˮ�|(zh��)̎���������֬���Fм�����������ϴ���Q�^�V����ˮ·�͆��]Ԫ�����_��ԇ�(y��n)�|(zh��)����
����2.8��Ϳ��
�����y�w����Ϳ����y�T�����H����������^ȱ�ݵ�©�z����(du��)����ԇ�(y��n)Ҳ�a(ch��n)��һ����Ӱ푡���?y��n)�ֱ���^С�Ŀ�����������£����Գ����^�ߵĉ������ڌ�(sh��)�H�z�(y��n)�^���еı������g����(y��ng)ע���^��Ϳ�Ჿλ������ͻ�𣬑�(y��ng)���_��Ĥ���z���Ƿ������ȱ�ݡ�
3���Y(ji��)�Z
��������ԇ�(y��n)���y�T�z�(y��n)����Ҫ��(n��i)��֮һ�����˜p���y�T����ԇ�(y��n)�������ص�Ӱ푣���(y��ng)���ˆT���O(sh��)�䡢�������h(hu��n)���ȷ��棬����ԇ�(y��n)�ˆT��؟(z��)�����R(sh��)�����g(sh��)���|(zh��)�͘I(y��)��(w��)������ֻ�����_�x��ԇ�(y��n)�O(sh��)�����ͺͼӉ���ʽ���Ӵ�ԇ�(y��n)�O(sh��)��ľS�o(h��)���B(y��ng)������(j��)�y�T�ĽY(ji��)��(g��u)��Ͳ������_�IJ����������ژ�(bi��o)��(zh��n)Ҏ(gu��)���ĭh(hu��n)���l�����M(j��n)�Љ���ԇ�(y��n)������̽���y�T����ԇ�(y��n)���¼��g(sh��)���·������_��ԇ�(y��n)�Y(ji��)���Ĝ�(zh��n)�_�Ժ��挍(sh��)�ԣ����ܲ�������y�T�|(zh��)���z�(y��n)��ˮƽ��