�y�T�ÿ���O��Ȧ����й���z�y(c��)���g(sh��)�о�
����̽ӑ���y�T�ÿ���O ��Ȧ����й���z�y(c��)���g(sh��)�Ļ���ԭ����ԇ�(y��n)�����c���E���Y(ji��)���u(p��ng)�r(ji��)���z�y(c��)�b�õ��O(sh��)Ӌ(j��)���������Q�˙z�y(c��)ģ�ߵ��O(sh��)Ӌ(j��)���ӟ��c�ضȜ�(zh��n)�_���Ʒ�ʽ�ȼ��g(sh��)�P(gu��n)�I��
1������
����Ŀǰ����(gu��)��(n��i)ʯ������Ȼ��߉��y�T���õĿ���O ��Ȧ�����ɇ�(gu��)���M(j��n)�ڣ���r(ji��)���LJ�(gu��)��(n��i)ͬa(ch��n)Ʒ�Ĕ�(sh��)ʮ��������Ҫԭ�����҇�(gu��)ȱ������O ��Ȧ�a(ch��n)Ʒ�|(zh��)��ʧЧ�u(p��ng)�r(ji��)�z�y(c��)���g(sh��)������(gu��)�Hͨ�õĿ���й��( Rapid Gas Decompression - RGD) �z�y(c��)���g(sh��)���Լ�����(y��ng)�ęz�y(c��)��(bi��o)��(zh��n)���g(sh��)Ҏ(gu��)���wϵ��ͨ�^(gu��)��(du��)�y�T�ÿ���O ��ȦRGD �z�y(c��)���g(sh��)���о�����RGD �z�y(c��)�b�õ����ƣ�������O ��ȦʧЧ�����c�z�y(c��)�ֶΡ�
2���z�y(c��)ԭ��
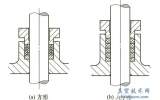
��������(gu��)ʯ�ͅf(xi��)��(hu��)��(bi��o)��(zh��n)API 6D ��Ҏ(gu��)����������CL600( 10MPa) ����������̼?x��)仯������w���|(zh��)���y�T����O ��Ȧ��(y��ng)�x��O ��Ȧ������(gu��)TOTAL ��˾ͨ�ü��g(sh��)Ҏ(gu��)��“�ܵ��y�T”Ҏ(gu��)������Class A ��(j��)( �����|(zh��)��ˮ���՚⡢��?d��)⡢Һ�B(t��i)�ͣ��ضȞ��Ҝء� 75�棬���ڹ�ˮ�ȹ��r) ��������ȼ�(j��)��O ��Ȧ���ͨ�^(gu��)RGD ��AED ( Anti - explosion Decompression) �y(c��)ԇ��NORSOK M710 ��(bi��o)��(zh��n)�o����RGD ���x�dzЉ��O(sh��)���(n��i)�����ى������͌�(d��o)�B�돗�Բ���( ��O ��Ȧ) �Ľ��|(zh��)��Û���±��Ƶęz�(y��n)��������ǰ���dzЉ��O(sh��)���(n��i)���ĉ����������ʱ�횴��ڝB�돗�Բ��σ�(n��i)���Ľ��|(zh��)�ĔU(ku��)ɢ���ʡ�Ŀǰ��RGD ��AED �z�y(c��)���g(sh��)�ڇ�(gu��)���õ��J(r��n)�ɺ��ƏV��
�������Џ��Բ��϶���һ���ĝB�ԣ���(d��ng)�B���ܷ�Ȧ��(n��i)�Ě��w������ጷŕr(sh��)���M(j��n)���ܷ����(n��i)�Ě��w��Û��ԇ�D��͉�������ɢ�����ͻȻй�����ܷ�Ȧ�͕�(hu��)������ǘӱ��ơ���ijЩ��������r�£��ܷ�Ȧ��(hu��)���ڼ���й����������Park ��˾��(du��)�ܷ�Ȧ����й���M(j��n)���˴������о��������]����N380 - 80 ���z���ϡ�Ų����(bi��o)��(zh��n)M710 ���ֿ�RGD ���������О��ܷ�������x�����Ҫָ��(bi��o)֮һ�����ƶ���RGD�z�y(c��)���g(sh��)Ҏ(gu��)����
3��RGD ԇ�(y��n)�c����
����3.1��ԇ�(y��n)�l��
��������(bi��o)��(zh��n)��(du��)O ��ȦRGD ԇ�(y��n)��Ҏ(gu��)��Ҋ(ji��n)��1��
��1 ����O ��ȦRGD ԇ�(y��n)�l��
�m(x��)��1
����3.2��ԇ�(y��n)���E
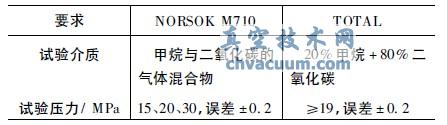
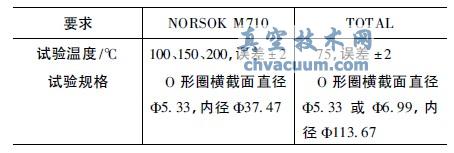
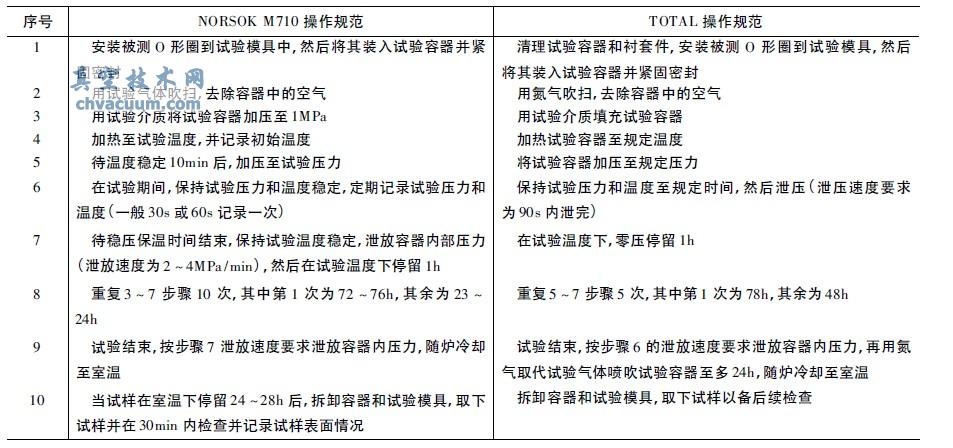
����Ŀǰ����(gu��)��(n��i)��ᘌ�(du��)O ��Ȧ��RGD ԇ�(y��n)������NORSOK M710 ������(gu��)TOTAL ��˾�ļ��g(sh��)Ҏ(gu��)��( ��2) ��
��2 RGD ԇ�(y��n)���E
����3.3���Y(ji��)���u(p��ng)�r(ji��)
������(d��ng)����O ��Ȧԇ�ӽ�(j��ng)�^(gu��)RGD ������ѭ�h(hu��n)ԇ�(y��n)��ԇ�Ӱ�����ȷ��г��Ķ�( �D1) �����@�R�����ٿɷŴ�10 ���ķŴ��R�^��ԇ�әM�����σ�(n��i)�Ѽy��r���M(j��n)�еȼ�(j��)�u(p��ng)��( ��3) ��һ����r�£�RGDԇ�(y��n)���y(c��)����O ��Ȧ�ĽY(ji��)���u(p��ng)�r(ji��)�ȼ�(j��)���^(gu��)3 ��(j��)�����Ծ��ա��D2 ��RGD ԇ�(y��n)��O ��Ȧԇ�ӽ������ʾ��D������ԓԇ�әM�����ϳ��F(xi��n)���^(gu��)8 �l�ă�(n��i)�Ѽy������1 �l���ϵă�(n��i)�Ѽy�L(zh��ng)�ȳ��^(gu��)�M����ֱ����80%�����o(w��)؞�����Ѽy���ʶ��u(p��ng)��4 ��(j��)��
����4.2���ضȿ���
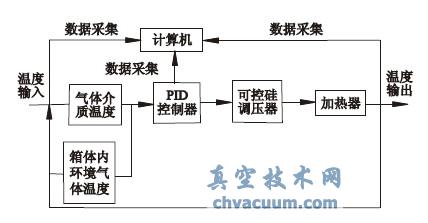
����ᘌ�(du��)O ��ȦRGD �z�y(c��)�^(gu��)�̵Ĝض�Ҫ��( t≤200�棬�`��± 2��) �������������w���w�ӟ᷽ʽ������ģ�����m��(y��ng)PID �����c�ɿع��{(di��o)����Ӌ(j��)��C(j��)�ɼ��c�������g(sh��)��Y(ji��)�ϣ���(sh��)�F(xi��n)RGD �z�y(c��)�^(gu��)�̜ضȿ��١���(zh��n)�_���ơ�
�����ӟ����У�����(j��)�����|(zh��)�����w�e��������e������ϵ��(sh��)�Ͳ������|(zh��)�����أ��_���ӟ�Ƭ�Ŀ����ʣ�ͬ�r(sh��)�鱣�C������ضȿ��Ɯ�(zh��n)�_����ԇ�(y��n)���w��(n��i)�����ܾ������b������ͬ�ļӟ�Ƭ�����w�ײ����b���P�֧�μܣ���֧��ԇ�(y��n)?z��i)��ߡ��ضȿ���������ģ�����m��(y��ng)PID �㷨�Ϳɿع��{(di��o)�����Ƽӟ�Ƭ��(sh��)�F(xi��n)( �D5) ��
�D5 RGD �z�y(c��)�ضȿ�������
�������ȣ��ɿع��{(di��o)��������4 �� 20mA ����̖(h��o)���{(di��o)��ݔ��늉���ݔ��늉���׃���ӟ�Ƭ�Ĺ����S֮��׃���M(j��n)�����Ƽӟ�ضȡ��ضȿ����^(gu��)���У��xȡ2 ��(g��)�y(c��)���c(di��n)���քe�O(ji��n)�y(c��)�ӟ����w��(n��i)���h(hu��n)�����w��ģ�߃�(n��i)��ԇ�(y��n)���|(zh��)�ضȡ�ͨ�^(gu��)�ˌ�(du��)��ˇ�^(gu��)���M(j��n)�МضȱO(ji��n)ҕ�������ɼ����Ĝض���̖(h��o)���������������M(j��n)�����w�Ĝضȿ��ƣ��Ķ��_(d��)������Ҫ��RGD �z�y(c��)�r(sh��)�����Ȍ��ӟ����w��(n��i)���h(hu��n)�����w�ضȼӟᲢ��(w��n)����Ҏ(gu��)��ֵ��Ȼ��ģ�߃�(n��i)��ԇ�(y��n)���|(zh��)�ضȷ�(w��n)���ڙz�y(c��)Ҏ(gu��)��ֵ���`��± 2�淶����(n��i)��
5���Y(ji��)�Z(y��)
����RGD �z�y(c��)����O ��Ȧ�߉��Ě��w�B���U(ku��)ɢ����Û�����Ƶ��^(gu��)�̼��M�����Ѽy��ʧЧ�����c�Y(ji��)���u(p��ng)�r(ji��)�����a(b��)�ˏ��Բ������졢Ӳ�ȵȳ�Ҏ(gu��)�y(c��)ԇ�IJ��㣬������ָ��(d��o)�ߜظ߉�̼?x��)仯���﹤�r���Բ���( O ��Ȧ) ���x���c�a(ch��n)Ʒ�|(zh��)�����M(j��n)����Q����ʯ�ͻ����ܵ��y�T�ܷ���ļ��g(sh��)��(w��n)�}����߿���O ��Ȧ�a(ch��n)Ʒ�ć�(gu��)�a(ch��n)���ʡ�