�Љ��O(sh��)�亸�ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�ă�(y��u)��������
��������(j��)�Љ��O(sh��)�����P(gu��n)��(bi��o)��(zh��n)�ͼ��g(sh��)�O(ji��n)��Ҏ(gu��)�̣������(du��)�F(xi��n)�к��¾��ƵijЉ��O(sh��)�亸�ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ��(y��u)�������ϵķ�����������F(xi��n)���ӹ�ˇ�u(p��ng)���������w��ȫ�����w�دB�Ȇ��}���Ķ��p�ٺ��ӹ�ˇ�u(p��ng)���Ĕ�(sh��)����
1������
�������ٲ��Ϻ����^�����ܼӟ����s��Ӱ푣���(d��o)�º��Ӳ�λ�a(ch��n)��������(y��ng)����ȱ�ݡ����˜p�ٺ��ӌ�(du��)���ټ����ܵ�Ӱ푣�ʩ��ǰ���M(j��n)�к��ӹ�ˇ�u(p��ng)�������ĸ���(j��)NB/T47014-2011��(bi��o)��(zh��n)��偠t�������������P(gu��n)�İ�ȫ���g(sh��)�O(ji��n)��Ҏ(gu��)�̣���(du��)�Љ��O(sh��)��ĺ��ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�M(j��n)���˷����̓�(y��u)�����ϣ��ԔU(ku��)�ӹ�ˇ�u(p��ng)�����w����������͜p�ٸ��w�������دB���p�ٺ��ӹ�ˇ�u(p��ng)����(sh��)����
2��ԇ�����M(j��n)�к����̎��
����2.1��Ҫ���M(j��n)�Л_��ԇ�(y��n)
�����ú��l늻���(SMAW)����(SAW)���u�O���w���o(h��)��(GTAW)���ۻ��O���w���o(h��)��(GMAW)�����x�ӻ���(PAW)�͚������(EGW)�Ⱥ��ӷ�����ɵ�ԇ�������˳�����ú��ӹ�ˇ�u(p��ng)���ĸ��w�������pС���ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�įB�ӷ������Ķ��_(d��)���p�ٺ��ӹ�ˇ�u(p��ng)����(sh��)����Ŀ�ģ��ڔM�����ӹ�ˇָ��(d��o)���r(sh��)����(du��)��Ҫ�����_��ԇ�(y��n)�IJ��ϣ��x�ӹ�ˇ�u(p��ng)��ԇ���ĺ�ȷքe��4mm��8mm��38mm���u(p��ng)���ϸ����ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����Ҋ��1��
��1 Ҫ���M(j��n)�Л_��ԇ�(y��n)�ĺ���ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����
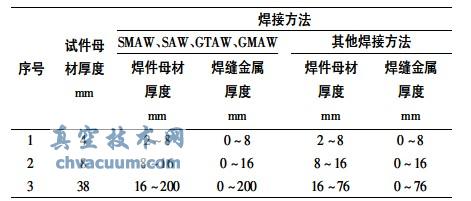
�����ı�1���Կ�����ԇ����Ȟ�4mm��8mm��38mm�r(sh��)�����ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�����m����2��200mm��ȵ����й�����0��200mm���к��p���ٺ�ȡ���������������ȸ��wĸ�ĺ���c���p���ٺ�ȣ����қ]�и��w�����دB���Ķ��p���˺��ӹ�ˇ�u(p��ng)����(sh��)����
����2.2����Ҫ���M(j��n)�Л_��ԇ�(y��n)
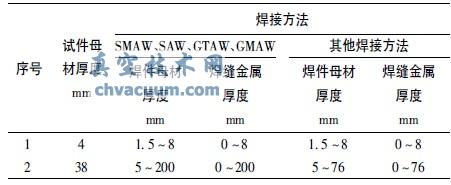
������(d��ng)���Ϙ�(bi��o)��(zh��n)���O(sh��)Ӌ(j��)δҪ��(du��)�����M(j��n)�Л_��ԇ�(y��n)�r(sh��)����������ض��ض��¿��������_��ԇ�(y��n)�����t懊W���w�Ͳ��P��Ɖ���������ʹ�Üضȴ��ڻ����-196���ĸ�Ŀ��������_��ԇ�(y��n)(GB150-2011��Ҏ(gu��)�������O(sh��)Ӌ(j��)�ضȵ���-100��r(sh��)����(y��ng)�M(j��n)�к��p���ٵĵ͜��ı�V��ȱ�ڛ_��ԇ�(y��n))����(du��)�ڲ�Ҫ�����_��ԇ�(y��n)�IJ��ϣ����]���ӹ�ˇ�u(p��ng)��ԇ���ĺ�Ȟ�4mm��38mm���u(p��ng)���ϸ����ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����Ҋ��2��
��2 ��Ҫ���M(j��n)�Л_��ԇ�(y��n)�ĺ���ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����
����2.3���M�Ϻ��ӷ���
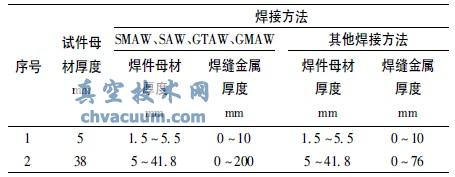
������(du��)���к��ͺ�壬���Բ��ö��N���ӷ���(���u�O���w���o(h��)���ͺ��l늻���)�����N���ӷ���(���u�O���w���o(h��)�������l늻�������)�ĽM�Ϻ��ӹ�ˇ�u(p��ng)������քe�u(p��ng)����ÿ�N���ӷ������p���ٺ��t≥20mm�(y��u)���@��ÿ�N���ӷ�������ĸ�ĺ���c�������p���ٺ�ȸ��w�����_(d��)��200mm(���ں��ӷ����麸�l늻����������u�O���w���o(h��)�����ۻ��O���w���o(h��)��)���Զ��N���ӷ����M�Ϻ��u(p��ng)����������Ҫ���]ÿ�N���ӷ������p���ٺ�ȴ���ƫ�ԣ��5mm���������]�x�ӹ�ˇ�u(p��ng)��ԇ���ĺ�Ȟ�45mm����(d��ng)Ҫ�����_��ԇ�(y��n)�r(sh��)���u(p��ng)���ϸ��ÿ�N���ӷ����ĺ���ĸ�ĺ�ȡ��������p���ٺ�ȵĸ��w����Ҋ��3��
��3 �M�Ϻ��ӷ�������ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����

3��ԇ���M(j��n)�к����̎��
����3.1���������D(zhu��n)׃�ض�
������(du��)��̼䓺͵ͺϽ����õ����M(j��n)�е������D(zhu��n)׃�ضȵğ�̎��(SR)������̎���ļӟ�ضȵ��ڲ��ϵ����D(zhu��n)׃�ض�AC1���ஔ(d��ng)��ȥ��(y��ng)���˻���ҪĿ���ǽ��͚�����(y��ng)������(w��n)���Y(ji��)��(g��u)�ߴ硣�д�Ӳ�A��IJ��ϣ����̎��߀���������ӽ��^�еĴ�Ӳ�M�������ͷ�ֵӲ�ȣ����ƺ��ӽ��^�����Ժ��g�ԡ���(d��ng)����Ҏ(gu��)���M(j��n)�Л_��ԇ�(y��n)�r(sh��)�����ӹ�ˇ�u(p��ng)�����]ԇ����Ȟ�4mm��8mm��38mm���u(p��ng)���ϸ����ĸ�ĺ�ȡ��������p���ٺ�ȵĸ��w����ͬ��1��
����3.2���ضȲ���(d��ng)
������ƴ�����͵ķ��^�������܉�Ԫ�����ቺ���͵ļӟ�ض����_(d��)�����^910�棬���������̎��(N)����(hu��)ֱ��Ӱ푵����^ƴ�ӽ��^�����W(xu��)���ܡ�����ӻػ���{(di��o)�|(zh��)��B(t��i)ʹ�õIJ���(��18MnMoNbR��15CrMoR��)�����Ƶ��܉�Ԫ�������˝M��ʹ�à�B(t��i)Ҫ��ͨ��Ҫ��������ஔ(d��ng)������ğ���ͺ����M(j��n)�лػ�̎�������ȸ������D(zhu��n)׃�ض��ٵ������D(zhu��n)׃�ض�(N+SR)������NB/T47014-2011��Ҏ(gu��)���u(p��ng)���ϸ���m���ں���������Ȟ�ԇ����ȵ�1.1��(���⺸������늻�����Ħ������)�����������ӹ�ˇ�u(p��ng)���r(sh��)��ԇ���M�����x������ȡ����]�x�ӹ�ˇ�u(p��ng)��ԇ���ĺ�Ȟ�5mm��38mm���u(p��ng)���ϸ����ĸ�ĺ�ȡ��������p���ٺ�ȵĸ��w����Ҋ��4��
��4 �������D(zhu��n)׃�ضȻ�(d��ng)�ضȺ���ĸ�ĺ�Ⱥͺ��p���ٺ�ȵĸ��w����
����3.3����������̎��
��������ʹ�t懲��P䓻��X��懡�⁵ȺϽ�����и��N�����ܽ⣬��(qi��ng)�������w��������g�Լ����g���ܣ�������(y��ng)�����@���m�˵ľ������Ա��^�m(x��)�ӹ�����ͣ�ͨ���������ӟᵽ980��1250��֮�g������ӽ��^�ĺ��ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ��Ҫ�M(j��n)�й��ܟ�̎��(S)�����]�x�ӹ�ˇ�u(p��ng)��ԇ���ĺ�Ȟ�5mm��38mm������ĸ�ĺ�Ⱥͺ������p���ٺ�ȵĸ��w����ͬ��4��
4����̎�����ؕr(sh��)�g
������(d��ng)ԇ���^���r(sh��)���������D(zhu��n)׃�ضȺ����̎�����ؕr(sh��)�g����(y��ng)�^�̣����@�ԇ��������������С�ڻ����6mmԇ���ĺ��ӹ�ˇ�u(p��ng)����Ҫ��(y��ng)���ڸ��w���������ӹ��c���w�ǽ��^�ĽM�Ϻ��p����(d��ng)�������w�M(j��n)�к�������(y��ng)����̎��r(sh��)���ӹ��c���w�ĽM�Ϻ��pҪ�c�^��Ě��w���pһ�ӽ�(j��ng)�^���ؕr(sh��)�g�^�L�����D(zhu��n)׃�ضȟ�̎������ֿ��]�@Щ��r���M�����ӹ�ˇָ��(d��o)���r(sh��)����(y��ng)���^���w�����xȡ�����������^�L���ؕr(sh��)�g���@��ӹ�ˇ�u(p��ng)�������]��̎�����ؕr(sh��)�g2h���ϡ�
������(d��ng)ԇ���^��r(sh��)���������D(zhu��n)׃�ضȺ����̎�����ؕr(sh��)�g����(y��ng)�^�L���������g��̎���ӽ��^��η��ޣ���̎����Ӌ(j��)���ؕr(sh��)�g߀��(hu��)���L����ֿ��]�@Щ���أ��M�����ӹ�ˇָ��(d��o)���r(sh��)�xȡ�����������^�L���ؕr(sh��)�g���Ϳɱ������̎�����ؕr(sh��)�g���w���϶���Ҫ����һ���L���ؕr(sh��)�g�ĺ��ӹ�ˇ�u(p��ng)����
5�����ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ
�������]���óЉ��O(sh��)�亸�ӹ�ˇ�u(p��ng)���(xi��ng)ĿҊ��5��
��5 ���óЉ��O(sh��)�亸�ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ

6��������r
������(du��)��NB/T47014-2011��Ҏ(gu��)���ĎN������r����(sh��)�H���a(ch��n)�^���в�����Ҋ��ijһ������rֻ�谴����(y��ng)Ҏ(gu��)���Ϊ�(d��)��һ��(g��)���ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ���ɡ�
����(1)���l늻����������u�O���w���o(h��)�����ۻ��O���w���o(h��)���͵��x�ӻ������ڴ������(d��ng)�Ϊ�(d��)�u(p��ng)���r(sh��)��ԇ��ĸ�ĺ��T≥13mm��
����(2)���ֺ��Č�(du��)�Ӻ��p�������������a(b��)����ԇ��ĸ�ĺ��T≥38mm��
����(3)���Ⱥ�(du��)�Ӻ��p���������յȺ�Č�(du��)�Ӻ��pԇ���u(p��ng)����ԇ��ĸ�ĺ��T≥6mm(e̖(h��o)��Fe-8��Ti-2��Ni-1��Ni-5��Ҏ(gu��)�����_��ԇ�(y��n))��ԇ��ĸ�ĺ��T≥38mm(��e̖(h��o)��Fe-8��Ti-2��Ni-1��Ni-5��ĸ����)��
����(4)���⺸������늻�����Ħ�����⣬ԇ����(j��ng)���^���D(zhu��n)׃�ضȵĺ����̎��(��5)��
����(5)ԇ����ε����������r(sh��)����������һ�����ĺ�ȴ���13mm��
����(6)�⺸��
����(7)��·�^�ɵ��ۻ��O���w���o(h��)������(d��ng)ԇ����Ȼp���ٺ��С��13mm��
����(8)��(du��)�ڮ��N䓵ĺ��ӣ���(d��ng)���p�ɂ�(c��)���W(xu��)���ܲ���^��r(sh��)����Ҫ���v����ԇ�(y��n)��
������(j��ng)�^��������(du��)��Fe-1��Fe-5Aeĸ�ģ����ú��l늻����������ۻ��O���w���o(h��)�����u�O���w���o(h��)����һ�㉺���������죬��e��ÿ�N�M�e�s�M(j��n)��≤6��(g��)���u(p��ng)(����Fe-1-2���Ը��wFe-1-1)��
7���Y(ji��)�Z
������������������I(y��)��(du��)���ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�M(j��n)�Ѓ�(y��u)�������ϣ����⺸�ӹ�ˇ�u(p��ng)���(xi��ng)Ŀ�x��(d��ng)��������©���a(ch��n)Ʒ����ԇ�����p�ٺ��ӹ�ˇ�u(p��ng)�����w�����دB���@�Ӽ��_(d��)�����u(p��ng)���w�����B�m(x��)�����w���������ܜp�ٹ�ˇ�u(p��ng)����(sh��)����Ŀ�ġ�