�Wؐ���F݆���y�T늄��b���ϵđ���
���������˟�̎����ˇ�ЊW���w���ضȺ͕r�g���Ȝش��ضȺ͕r�g���Wؐ���F���ܵ�Ӱ푡��_�����y�T���b���ÊWؐ���F����݆�����a��ˇ��ͨ�^�b�Cԇ���C�����ƵĊWؐ���F����݆�M��ʹ������Ҫ���������a�ɱ���
1������
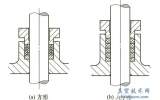
�����y�T늄��b��( �y�T늄ӈ��ЙC��) ��һ�N�^�̿���ϵ�y���õęC�һ�w�����y�T�әC����ͨ�^����늄��b�ÿ����y�T�Ľ��|�����͉������y�T늄��b�õ������Ӵ��������݆�U���ӣ��䃞�c�ǽY���o��������ƽ��������С�߂��ӱȣ����F�y�T늄��b�õ��D�ؿ��ơ�����݆�U����Ч�ʵͣ�������F�صĜpĦ����ɫ�������죬���~�Ͻ�ZCuAl9Fe4Ni4Mn2 �ȡ��~�Ͻ�ăr��ߣ�����݆������ɱ��ߣ���С�D���y�T늄��b�����Ȟ�ͻ����
2�����Ϸ���
�����W���w�Ȝش����ī�T�F( Austempered Ductile Iron———ADI) ����ī�T�F���W���w���Ȝش��̎����@�õ�һ�N������ī�T�F��Ҳ�Q���Wؐ���F���c����������ȣ�ADI ���и��ߵĿ������ȡ�ƣ�ڏ��ȡ������g�Ⱥ���ĥ�ԣ����Ҽӹ��ߴ�����ڟo�������ԃr�Ⱥܺá��҇�ADI �đ�����Ҫ�����ڸߏ��Ⱥ�Ӳ�ȵ���ĥ����ϡ����ߏ��g�Ե�ADI �������a���g�y���^�ߣ������^�١�����늄��b�õļ��g�˜ʡ����Ҫ�����a�F���Č��H�l���������ԇ�ƣ������˸ߏ��Ⱥ��g��ADI ݆�����a��ˇ�����F���������a��
3��݆������
�����Ȝش����ī�T�F݆�����a�^�����T��͟�̎��ɲ��ֽM�ɡ��T��r�茦����r�M�Ї�����ƣ����C�^�ߵ����ʺ�ʯī���������F���w�M�����^��̼����; ��̎��rҪ������ƵȜش��ضȺ͕r�g���W���w���ضȺͱ��ؕr�g�ȹ�ˇ�������Ķ�ʹ���F�õ��m���Ě����W���w�����ýM���д��ڵIJ��ֹ���ǰ�F���w������g�ԣ��m�������������ȡ�����ƣ�ڏ��Ⱥ�Ӳ�ȣ��ڝM��늄��b��݆�C�����W����Ҫ���ǰ���¸��������W���ܣ�����݆���������a��
����3.1���T�칤ˇ
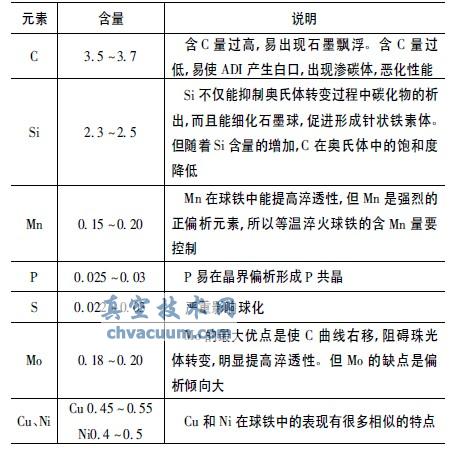
�����x���|��P����S ��QlO ���F( ��1) ���U�ʹ����̼䓣����x��ᐻ���ϡ���V( ZY - 2�������m��Ca��Ba ��Bi) ���������x��75SiFe—A ���طN�������������m������Ԫ���R���M�ɺϽ�ijɷ�Ҋ��2��
��1 QlO �ɷ�Wt%

��2 �Ͻ�ɷ�Wt%
��������500kg ���l�t�۟����tǰ�M�п��ٻ��W�������{�����W�ɷ֣����ÏU�f늘O��̼����̎��ǰ���Fˮ�м����X���F�M���A̎������Ч��Ó����Ó�������ʯī������������ʯī�κ˵ĺ��ġ���ϡ���V�Ͻ������75%���F���Є������C݆�T�Bë�������ʞ�2 ������С��6 �� 7 ����
����3.2����̎����ˇ
������̎����ˇ���Wؐ���F݆����K�M���������ИO����Ҫ��Ӱ푣����̎����ˇ��Ҫ�����W���w���ضȺͱ��ؕr�g���Ȝش��ضȺͱ��ؕr�g���ھ��w��ʩ�^���У�ԇ���ÊW���w������һ�Εr�g��Ȼ�����ķ���������ԇ���нM����׃�����M���_���W���w���ضȞ�820 �� 880��( ��3) ��
�����W���w���ضȼ�Ҫ���]�Wؐ���F�������K����Ҫ����Ҫ���]�Wؐ���F����ğ�̎�����aЧ�ʡ��^�ߵĊW���w���ض������ڽM�����D׃�;����s�̱��ؕr�g��Ҳ��������ߊWؐ���F�з����Ě����W���w�����Ķ���ߊWؐ���F�����g�ԡ����^�ߵĊW���w���ضȕ��ֻ��W���w�����ȣ���Kʹ�Wؐ���F�����ܽ���( �D1���D2) �����⣬�W���w���ض�߀�c���F�Ļ��W�ɷ����P���猦�ں������^�ߵ����F�����t���m����ߊW���w���ӟ�ضȡ�4����
��3 ��̎������

�D1 �W�ϻ��ض�820��
�D2 �W�ϻ��ض�880��
�����W���w�����ؕr�g���H�c�W���w���ӟ�ض����P�������c��̎���O�䡢�����Ĵ�С���b�t���Ķ����Լ�����Ļ��wԭʼ�M�������P���������b�t���࣬�t�W���w�����ؕr�g���������L��
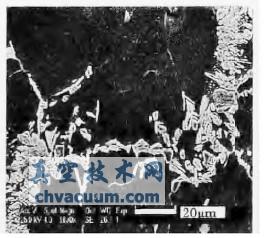
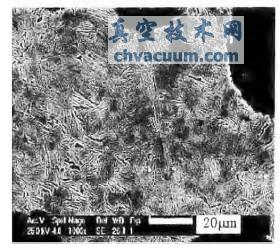
�����Ȝش��ض�Խ�ߚ����W���w�w�e�֔�ҲԽ�ࡣ�^�ߵĵȜش��ض�( �D3) ���������^�͵Ŀ������Ⱥ��������ȣ�����������L�ʣ��^�͵ĵȜش��ض�( �D4) ���Եõ��^�ߵ�Ӳ�Ⱥ͘O�������ȡ��Ȝش��r�g�����W���ܵ�Ӱ�Ҳ�^�����@�������30min �r( �D5) ����K�M���������R���w��������F���w��ᘠ��F���w�͚����W���w���S���r�g�����L( �D6) ���Wؐ���F���ȡ����ԡ���������u���ֱ���_�����ֵ���S֮�����ʕ�Ѹ�ٽ��ͣ����������Ⱥ�Ӳ��׃������
����4.2���b�Cԇ�
������ԇ�ƵĺϽ��Wؐ���F݆�քe�b�䵽�_�P�ͺ��{�����y�T늄��b���ϣ���DL/T 641 - 2005 ���_�P�ͺ��{����늄��b�õĉ���ԇ�Ҫ���M�����C��ԇ���ˊWؐ���F݆���ĉ��������_�P��늄��b�É���ԇ��_����10 000 ��ѭ�h( һ�_��һ�P��һ��ѭ�h) �������{����늄��b�Î��d�\��200 000�β�����( �˜�Ҏ���ĉ���ԇ�Δ�) ���y�T늄��b�ø�����ܾ����á�ԇ���ж�z݆�X��o�Ѽy���c�ȱ�ݣ��X��ĥ�p��С��ĥ�p����
5���Y�Z
�����T�칤ˇ�͟�̎����ˇ��늄��b���ÊWؐ���F݆�����W����Ӱ��^���@������Ҫ������ƻ��W�ɷ֡����������Ͻ�̎����ˇ���������ƶ��Ȝش��ˇ�����`�������Wؐ���F݆���Ͽ��Դ����~�Ͻ�����늄��b��݆�����a��