�֚�Һ����Һ���{��(ji��)�y�y��ܵ�й©�ķ����͑���̎��
����KDON-15000/15000�Ϳշ��O��֚�Һ����Һ���{��(ji��)�y�y��ܵ�����©Һ�����˲�Ӱ푿շ��O��������������������a(ch��n)Ʒ����׃����ϵ�y(t��ng)�Ĺ�ˇ���̺��ֿշ��O���^�m(x��)�\�С������ƚ�ϵ�y(t��ng)�Ĺ�ˇ���̺��\�Р�r����������̎����ʩ�Ŀ����Ժ͌�ʩЧ����
1���ƚ�ϵ�y(t��ng)���̺��\�Р�r
������V���F�I���а�����؟�ι�˾1#KDON-15000/15000�Ϳշ��O���ɺ����OӋ�����죬���÷��ӺY������������Û�՚��M������ȫ���s�o���ƚ塢��(n��i)���s���̣�2003��Ͷ�a(ch��n)���a(ch��n)Ʒ���⡢���⡢���Įa(ch��n)�������Ⱦ��_�ˡ�
�����շ��O����2010��6��17��ͣ�\��2010��9��13���ٴ�Ͷ�����a(ch��n)��ͨ�^��ӟᡢ��s���eҺ�������{�����A�Σ���2010��9��19����ʽ���a(ch��n)�����⡣���������(j��)��˾�����a(ch��n)���ţ��շ��O��̎�ڜpؓ���\�Р�B(t��i)���՚���60000~65000m3/h(�OӋ�՚���77000m3/h)������a(ch��n)��12000m3/h���ң�����a(ch��n)��13000m3/h�����ڜpؓ���\�У����s�ֵ������������c�������a(ch��n)�r���׃���ܴM�ܲ�ȡ�˵͚��s��������ؓ���\�з�ʽ���Բ���ʹ�֚��е������½������ͨ�^�{���������r��������Û�՚�������ͨ���{���۵��M�����{��(ji��)�yV2��Һ���M�����{��(ji��)�yV3�_�ȵȷ�������׃Һ�ա���Һ�����ȣ�ʹҺ�ա���Һ�����ȴ��ƫ�x�OӋֵ���Ķ�������pؓ���\��ʹ���s��������������
����ƫ�x�OӋֵ�^��ĬF(xi��n)��һ�ܺ�K��ʹ�֚��К庬��AI705�������ӽ�98.5%��Ͷ�\�֚�Һ�����;�������
����KDON-15000/15000�Ϳշ��O���ƚ�ϵ�y(t��ng)������D1��ʾ��
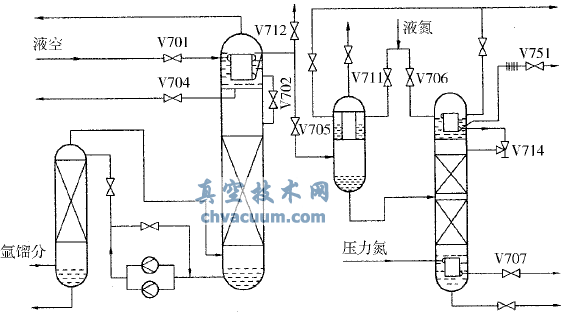
�D1 KDON-15000/15000�Ϳշ��O���ƚ�ϵ�y(t��ng)���̺��D
2�����ϬF(xi��n)���c����
����2010��10��7�վ�����Ͷ���\�У�����ȡ����300m3/h���ڶ��죬�l(f��)�F(xi��n)���s����������15~20m�ߵ����g��λ���F(xi��n)����e�Y˪�F(xi��n)�Y˪��λ���ȼs3~5m���߶ȼs5~6m������˪�ĺ��E�@�F(xi��n)����Ƥ��(n��i)䓽Y����ܵ��Π�@���@�ǵ͜�Һ�w���Ƥ��(n��i)䓽Y�����������ɵ�����Y˪�F(xi��n)��
�����ڽY˪��λ�Ϸ�������Һ�w�y�T���ք��yV702(�֚�������Һ������y)���ք��yV704(�֚�������Һ�պ����y)������{��(ji��)�yV711(�֚�Һ����Һ���{��(ji��)�y)������{��(ji��)�yV706(����������Һ���{��(ji��)�y)���ք��yV714(����������Һ������y)������(j��)ʩ���D���_���������ȽY˪λ�Ã�(n��i)���ܵ�����ϡ�٣������Д��������ׂ��y�T���y�Tǰ��ܵ����F(xi��n)�ˆ��}���˕r�в����ˆT��ӳ���˴�Ͷ�a(ch��n)�շ��O��rV711�y���_��Ҫ��ͣ�\ǰ��ܶ࣬���P����(sh��)���^Ҋ��1��
��1 �շ��O��ͣ܇ǰ�c���ϕr�ƚ�ϵ�y(t��ng)���P����(sh��)���^
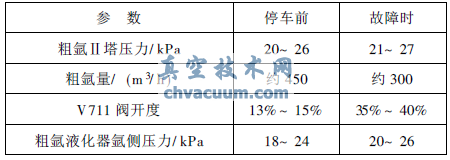
�������֚��������⣬��������(sh��)׃����С����V711�y�_�ȅs������ӣ��ٸ���(j��)�Y˪��r�����r�Д���V711�y���c֮���P�ܵ����F(xi��n)�ˆ��}��
��������ֱ�����������Y˪��Ƥ������S���ڽY˪λ���Ϸ���V711�y�·��_�ף�ֱ���������(n��i)������ﳣ�ؚ⣬ϣ��й©Һ�wֱ����������ֹ�͜�Һ�w������Ƥ���^�m(x��)�������²��O���Լ�������A��ɂ���������ͨ�^���Ռ�ͨ����wλ�á���������Լ��������{������Ƥ�Y˪�F(xi��n)���m�о��⣬���s�o����ȫ����������������A�ض�����u�½���-80�档�ڲ����Д��Ƿ���©�c��ɹ��ϵ���r��ֻ��ͣ�\����ϵ�y(t��ng)��
����ͣ�\�֚�Һ�����;������ĵڶ��죬��Ƥ�ϵĽY˪�F(xi��n)����������(j��)���Mһ���_�J��V711�y��ܵ�й©��
3������̎����ʩ
������ͣ�\����ϵ�y(t��ng)����鲻��ȡ���s�֣��������������������x��������Ӱ������ľ��s���r��ʹ�������a(ch��n)Ʒ�ļ��Ⱥ�����ȡ�ʽ��͡������ͣ�\����ϵ�y(t��ng)����Ҫ��V712�y̎�ų��֚�⣬������ܺ����Ӻ��������M�����ң�Һ����Ј��������ܴ��ۃr�ܸߣ������a(ch��n)���o��˾�����ܴ�Ľ�(j��ng)���pʧ��������շ��O�������M�а�ɰ���ޣ��t���Y�v�r�L����Ӱ푹�˾���������a(ch��n)����ˣ��뵽�ˌ��֚�Һ����ҕ��һ�l�ܵ�ʹ�ã������_V711�y��ֱ��ʹ������Ͷ�\�đ�����ʩ��
�����ɾ���ϵ�y(t��ng)�Ĺ�ˇ���̿�֪���֚�Һ�����c�������������Ǟ龫�����ṩ����Һ��ֻ���^����Һ���o��λ�ò�ͬ���ܷ��_�O����΄���һ�_�O�����?Ҳ�����f�����֚�Һ����������һ�l�ܵ������֚�ֱ�ӳ�ȡ�뾫�������龫�����ϲ����������������������l(f��)���б������������l(f��)�Ĵ֚�������������龫�����²����������⣬�������������б�Һ����������Һ�����������������Ļ���Һ�����|���Q�������l(f��)��������������ͨ�^�������в����m��ʣ�o�ף��������еIJ����������������������һֱ����������������ֱ����V751�y�ų�������ϵ�y(t��ng)��ˇ���̸�׃?n��i)�D2��ʾ��
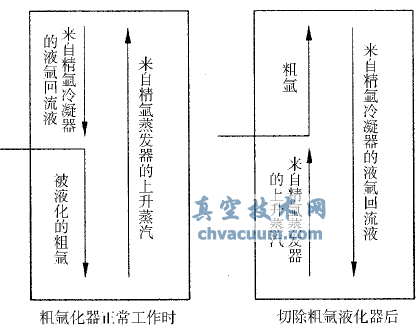
�D2 ����ϵ�y(t��ng)��ˇ���̸�׃ʾ��D
��������ϵ�y(t��ng)��ˇ���̸�����y�c��
����(1)�֚�Ò�����֚�Һ����֮�g�Ĺܵ�ֱ����110mm�����֚�Һ�������������Ĺܵ�ֱ����45mm�������ܳ�������Ĺ�ˇ�壬�����A֪��
����(2)�������Ļ���Һ��ȫ���Ծ������������ݱ����Ӿ������ϰ벿�;����������Ĺ���ؓ�ɣ�����������Һ����Ҫ���Ӷ��٣��������ϰ벿�;�����������ؓ�������Ӷ��٣���Ҫ���������͇Lԇ��
4����ʩЧ��
������׃����ϵ�y(t��ng)��ˇ���̺�10��19���ٴ�Ͷ�\�����������ƾ������ϲ�������17~22kPa����ȡ�֚��200m3/h���ң��{��V707�y�_���Կ��ƾ���������������ˮƽ���a(ch��n)Ʒ�����������������_�ˡ���֮��Ď��죬��u���;������ϲ��������ڱ��C�a(ch��n)Ʒ���ȵ�ǰ���£����a(ch��n)Һ��400m3/h�����OӋֵ��80%�����C�˴���֮ǰ�շ��O����������a(ch��n)��
5���Y���Z
�����S���շ��O��ʹ���������ӣ����_���a(ch��n)�ĸ��N���}��Խ��Խ�ࡣ��ν�Q�@Щ���}������Ҫ���S���Ľ�(j��ng)�Ͳ���،W��������Ҫȥ����˼����ֻ���@�ӣ����ܱ��C�շ��O���L�ڡ���(w��n)���\�С�






