�p���y�y��Ĕ��ؼӹ���ˇ�����c����
1������
�����S���Cе���I��Ѹ�Ͱlչ���aƷ�IJ�����Q�����ӹ��|���;��ȵ���ߣ����ؙC���яV�������ڙCе�ӹ��ИI���ɞ�F���b������I����Ҫ�M�ɲ��֡�����������ʹ�Ô��ؙC�����ɜp�����a�ɱ��������˵Ąڄӏ��ȡ����y�T�ИI�в��Ô��ؙC���ӹ��y����һ�����͵����ӡ�
2����ˇ����
2.1���y�����c
�����p���y�y��(�D1)���ڼ��L�S�ӹ���������Ϟ�0Cr17Ni4Cu4Nb(��1)�����g�����ȸߣ��g�Ժã���ĥ�p�����gҪ���̎��Ӳ���_35~40HRC���ܷ����ϲ����м�С��ס��̾��͵��۵�ȱ�ݣ��J�ǵ��g��B�������b��r�Mһ��������ĩע����ӹ��ߴ簴GB/T1804-2000Ҏ����M����
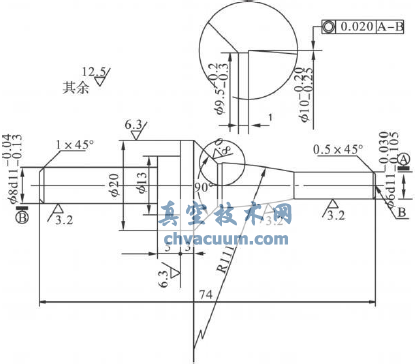
�D1 �p���y�y��
��1 0Cr17Ni4Cu4Nb����̎����ęCе����

����(1)�ߴ羫��
�����y�꾫��Ҫ���^�ߵijߴ�����A����(2)��λ����
�����y�����Ҫ��λ����Ҫ������A����(3)����ֲڶ�
�����y���90°�F��ӹ���ı���ֲڶ�Ҫ���Ra0.8μm����AΦ20mm���漰��AΦ20mm�����ӹ���ı���ֲڶ�Ҫ���Ra6.3μm����A2.2���y��Ĕ��ؼӹ���ˇ
����(1)����ԭ�c
�������ڹ������L�ȷ����Ҫ���^�ͣ���������ԭ�c�Ĵ_��ԭ�t��ԓ�����ľ���ԭ�cȡ�ڼӹ���ɺ����Ҷ����c���S�S���ཻ�Ľ��c��(�D1�е�B�c)��
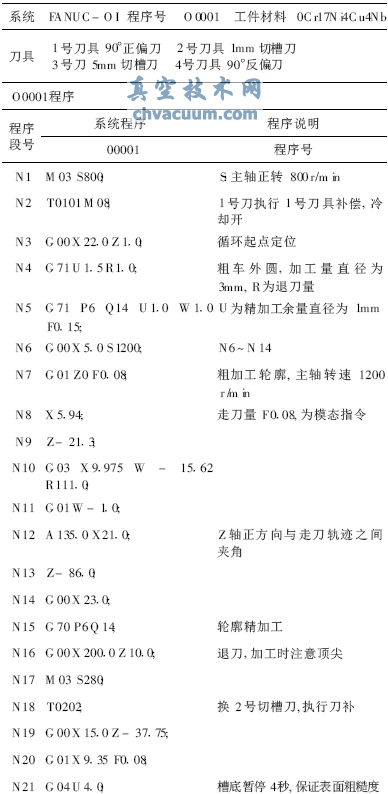
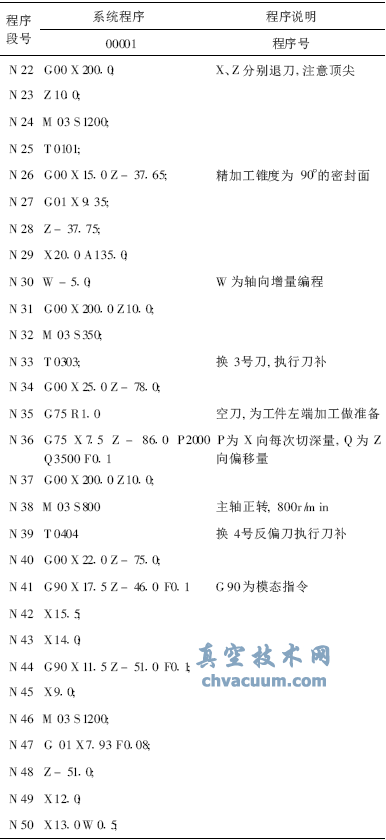
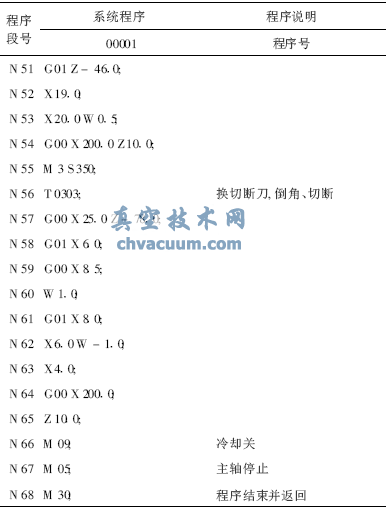
����(2)�ӹ��������ӹ�·��
���������������Π�ӹ�Ҫ���x�Ô����Pʽ܇��CAC50186di�M���y���܇���ӹ�������ϵ�y�x��FANUC SeriesoiM ate-TC���y�����һ���b�A��ɴ֡����ӹ��������ȼӹ��Ҷ��棬�@피�ף��Ï���피�픾o����ֹ����׃�Ώ�����Ȼ��܇�Ҷ˸������Σ���ɴ֡����ӹ���ӹ���˸�����A������Д�܇����档
��������܇���ӹ�����ʼ�c�����x����ë��2mm��λ�ã����M���ܲ������S�������ķ�ʽ�ӹ�������ӹ��^�̹����c���ߵĄ��ԡ�
����(3)�����Ķ�λ�b�A�������x��
�����ӹ������ɶ˕r��������һ������צ�Զ��Ŀ��P��λ����һ��픾o���b�A��ʽ�������b�A�r�ĊA�o��Ҫ�m�У���Ҫ��ֹ������׃���c�A������Ҫ��ֹ�����ڼӹ��^���Юa���Ʉӡ������b�A�^���У������C�����S���c���S�S��ͬ�S��
�����ӹ����߸������H�l���x�����wʽ��C�Aʽ܇�������ߵĵ�Ƭ���Ͼ��x��Ӳ�|�Ͻ𡣞��˱��C�ӹ����ȣ��քe�x��ͬ�Ĵ֡���܇����
3���ӹ�����
�����ӹ������Ĵ_��ȡ�Q�ڌ��H�ӹ��������ļӹ����ȼ������|���������������|�����ߵķN������Π�����Ą��Ե��T�����ء�ͨ�^�����_���ӹ�������̞����y��̎��y܇�Ҷ��桢�@���Ŀ�(A2)y܇�Ҷ˸���A���ܷ���y܇��˸���Ay܇ĥy�Д�y��ĥ�ܷ���y�Q������������y�b�䡣�Y�ϸ�헷����_��܇�����س���(��2)��
��2 �y�ꔵ�ؼӹ�����
��2�m
��2�m
4���Y�Z
�����ӹ���ɵ��y���_���D�Ӹ��Ҫ����������D�Ӽ���ˇ�����Ǹ��|����ɹ����ӹ���ǰ�ᣬ���_�ľ�����܇���ӹ����P�I��ͨ�^����ԇ�Ɓ�����������a�ĸ�Ч�ʡ��߾�����ʹ�Ô��ؙC���ز����ٵij���







