�ߜؓ����y�yо�ĸ��M
������B���ߜؓ����y�ĽY�����c����ᘌ�Ŀǰ�ߜؓ����y���H����ʹ�����yо���ן��p��Ó��Ȇ��}�����yо�ĽY����������������˸��M��ʩ�����M���̼���uӲ�|�Ͻ��yоʹ�É������˺ܴ����ߣ��^���Mǰ�yоʹ�É������L��3�����ϡ�
�����ߜؓ����y��ʯ�ͻ���β�⡢��Ȼ����^�̚�Ó���^���еĭh�������O�䡣�G�T�����Cе��˾���a�ĸߜؓ����y�ϰ��b����ǻ����b��ȼ���t�ij��ڹܾ��ϣ��������ǿ��Ɵ�����Ϛ��w���������Á��{��������������Ϛ��w�ē���������ʹ��̎����ќضȷ����r�M���D�����D����
1����ˇ�������Y�����c
����(1)��ˇ�������������|��H2S��SO2��CO2��H2O���՚�Ȼ�Ϛ��w�������ضȣ�������150�棬����1200��1400�棬�����260�档��������(��)��0.025��0.035MPa��
����(2)�Y�����c���y�w���w��20̖�o�p䓹ܺ�Q235-B䓰�ĽM�ϼ�(�������|�������l���IJ�ͬ���y�w����Ҳ���ò��P��y�w)�����²������������TA-218��ĥ�r�����ɵ���ĥ�ף������r��麬����w��ע�ϣ���ע���y�w��TA-218��ĥ��֮�g���y��Ȧ���|��ZG1Cr25Ni20Si2���y��Ȧ�������y�w���w�ϡ����y�U���Ϟ�1Cr25Ni20Si2���y�U�������O�������A�ױ��أ��Ա��⺬����w�������y�U�a��¶�c���g��
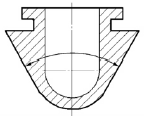
�����ߜؓ����y(Ҋ�D1)���·��mͬȼ���t�ij��ڷ��mֱ�����B���������y�T���²��M�����ͨ�����yо���y�U�Ď����£������Ƅӣ������y�����_����e�����_���{������������Ŀ�ġ��������������y�w���γɻ�Ϛ⣬ͨ�^�{�����������Ĵ�С��ʹ������Ĝض��_����ќضȷ������y�w�϶����Ў��y�T��λ���Ě�ӈ��ЙC�����ɽ���4��20mA���{����̖���M���{�����ơ�
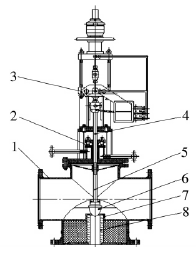
�D1 �ߜؓ����yʾ��
1—�y�w��2—�����䡡3—���ЙC����4—���y�U��5—���y�U��6—�yо��7—�y��Ȧ��8—��ĥ�r��
����(3)�ߜؓ����y��ʹ���г��F�Ć��}������������ǻ����b�õ�ҎģС��̎����С��ȼ���t�Ĝض���С��1200�棬�yо���|��1Cr25Ni20Si2���y�T���ٳ��F���}������S�������b��Ҏģ�ĔU��̎�������ӣ�����ȼ���t�Ĝض��S֮���ߣ��F���_��1400�棬��ߕr���_�s1600�档�ߜؓ����y��ʹ���^����Ҳ�S֮���F���ϣ��yо���ۻ�;�yо���y�U֮�g���B��Ó�䌧���y�T�o�������{��;�y�T��ȫ�P�r�_�����P�]��Ҫ��ȡ����^�{���о����J�飬���ڬF����ǻ����b�õ�̎�����Ӵ���ȼ���t�ȵĜضȼ��������ڜض��h�h�������ڵĜضȣ������h�h���^�yо���ϵ�����ʹ�Üض�(1150��)���������ڵĸߜؚ���ֱ���������yо�ϣ��yо�ڼs1400��ߜء����Խ��|���g���ߜؚ����_ˢ�Ĺ�ͬ�����£��ܿ�ͱ����p�����ۚ���U����ʹ�ߜؓ����y�o������ʹ�ã��@Ҳ�ɞ��b�ð�ȫ�L�����\�е�һ���ش��[����
2���ߜؓ����y�yо�ĸ��M
2.1��������/1Cr25Ni20Si2�yо���懊�����
������ԭ1Cr25Ni20Si2���タ���yо(Ҋ�D2)���懊һ������䆡��������һ�N�ܺõĸߜ���ĥ�մɲ��ϣ����Џ��ȸߡ�Ӳ�ȸߺ��g�Լѣ��՚��з���ʹ����ߜضȿ��_1800�档�҂�������ʯ���G�T�ֹ�˾��ǻ����b�����M��ԇ�ڸߜؓ����yͶ�üs4���º���F������䆄�����yо���ۻ��ĬF��ͨ�^������ԭ����Ҫ�ǣ�1Cr25Ni20Si2�������֮�g�ğ���Ûϵ����һ�£��yо���w��Û���������������_�ѣ���֮�yо���w�ͱ������֮�g�Y�ϲ��o�ܶ����±�������䆌ӄ��䣬����䆌ӄ�����yоֱ�������ڸߜؚ���֮�£���K���ۚ���
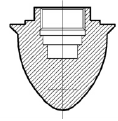
�D2 1Cr25Ni20Si2���タ���yо
2.2��������/1Cr25Ni20Si2��TA-218�yо
����1Cr25Ni20Si2+(TA-218)�yоĿǰʹ�����V�����yо���w����1Cr25Ni20Si2���|���yо�����r��20mm��TA-218��ĥ�r�ԓ�r����yо֮�g�Ò�Ƭ�B���c�̶�����Ƭ���A�h�ͻ��タ�ͣ��_�����οף�������6��8������Ƭ���|��1Cr25Ni20Si2����Ƭ�c�yо֮�g�����B�ӡ�����õ��r�����ͨ�^�v������ʹ֮�o�ܵع̶����yо���棬���r���B�����濾��ʹ�á�
����TA-218�����ڸߜ��¾��Џ��Ⱥá�Ӳ�ȸߡ����g�����ʹ�Üضȿ��_1600�档�䅢��ָ��Ҋ��1��
��1 TA-218���܅���
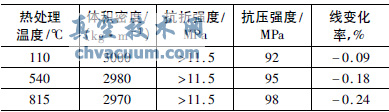
����1Cr25Ni20Si2+(TA-218)�yо�В��タ��[Ҋ�D3(a)]�Ͱ�����[Ҋ�D3(b)]�ɷN�Y�������タ�ͽY�����yо�{�����ܺã����߶ȷ���ߴ��^���y�T�ڌ��Hʹ���^���У��yоʼ�K̎�ڸߜ^���r�^�鐺�ӣ���ʹ�É�����Ӱ�;�����ͽY�����yо�{�����������^����߶ȷ���ߴ��^С�����y�T��ȫ�_��B�£���ʹ�yо�h�x�ߜؚ����^��̎�������У��������yо�L��̎�ڸߜؚ����^�������L�yоʹ�É����зe�O���á�
�D3 �ɷN�yо
1—�yо���w��2—�r�����
�����C�Ͽ��]�y�T���{�����ܺ��yо��ʹ�É��������أ��҂��Ըߜؓ����y�����ڏ��Ĵ�С����ߜؓ����y�yо�Y�����x��������һ����r�£������ڏ����ڵ���Φ100�r�x�ð����ͽY���������ڏ�С��Φ100�r�x�Ò��タ�ͽY����
����TA-218��ĥ�r���ڸߜ����w�e�տs��1Cr25Ni20Si2�yо���w�ߜ��®a����Û��������Û���IJ���yо��ʹ��һ�Εr�g��Ƭ�c�yо����̎����Ó������ʹ�yо��ĥ�r���Ó�䣬�����y�T�o�������{�������ؕrÓ�����ĥ�r�����ס�������ڣ������b�ßo���Mؓ���\�D����ͣ����
����1Cr25Ni20Si2+(TA-218)�yо������ʹ�É����s6��8���£��mȻ�^����������һ������ߣ�����Ȼ�o���M���b���L���ڰ�ȫ�\�е���Ҫ��
2.3 ��������/̼���uӲ�|�Ͻ��yо
����Ӳ�|�Ͻ������y�۽��ٵ�Ӳ�|�������ճ�Y����ͨ�^��ĩұ��ˇ�Ƴɵ�һ�N�Ͻ���ϡ�Ӳ�|�Ͻ����Ӳ�ȸߡ���ĥ���͟ᡢ���g�����Ⱥ��g���^�õ�һϵ�Ѓ������ܣ��e�����ĸ�Ӳ�Ⱥ���ĥ�ԣ���ʹ��500��Ĝض���Ҳ�������ֲ�׃����1000��r���кܸߵ�Ӳ�ȡ�Ŀǰ���õ�Ӳ�|�Ͻ�փɴ��һ����u�ϵ��������̼���u����������ճ�Y���������ơ����Y���ɵģ��҇�����̖��“YG”��ʾ;��һ����u��ϵ(��“YT”��ʾ)���u��a�ϵ(��“YW”��ʾ)���u��ϵ����̼���u��̼��⁞���w���u��a�ϵ����̼���u��̼��⁺�̼��≞���w���u��ϵ���u��a�ϵ�������ճ�Y���������ơ����Y���ɡ�
�����ߜؓ����y�yо�x���u�ϵӲ�|�Ͻ���̖��YG8�������˾��кܸߵ�Ӳ�Ⱥ͏����⣬߀���^�õ��g�Լ����g�ԣ��m���������Cе�ӹ��õ��ߣ���D��ģ�߲��ϡ��Cе�O�估���g�h���е���ĥ�����õ��ܷ�h���y�T���y����♳��ȡ�
����YG8Ӳ�|�Ͻ�̼���u����92%�������ճ�ӄ�������8%�������܅���Ҋ��2��
��2 YG8���܅���

����YG8Ӳ�|�Ͻ��yо��̼���u����������ճ�Y���������ơ����Y���ɵģ���ӹ����칤ˇ����ĩ����→���z����→ģ�߉��Ƴ���→���Ʒ�ӹ�→Ó�z→���Y����(1500����՟��Y)→��Ʒ�ӹ���
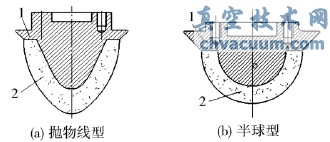
��������ԇ�Ƶ�̼���uӲ�|�Ͻ��yо���Ò��タ�ͽY�����@�N�Y���{�����ܺã������νY���^����s������ӹ��^�����y������̼���uӲ�|�Ͻ�ӹ���ˇ�ľ����ԣ����タ��̼���uӲ�|�Ͻ��yо������r�UƷ���^�ߣ��UƷ�ʳ��^50%����ʹ̼���uӲ�|�Ͻ��yо������ɱ��ܸߡ����˱��C�y�Tʹ�����ܵ�ͬ�r�M���ܵĽ��ͳɱ����҂�ͨ�^����ķ����о������^���ԇ��K���ߜؓ����y�yо�OӋ�ɈA�F�ͽY��(Ҋ�D4)�����yо���Ξ�A�F�Σ��A�F�F��α��30°��60°���yо�Ȳ�����ĽY�����Ԝp�p�yо�������A�F�ͽY���yо���нY�����Ρ��w�eС�������p�ȃ��c���A�F�ͽY��о���Ξ�A�F�Σ��Y�����Σ����ڼӹ����죬�ӹ�����r��Ʒ�ʿɿ�����95%���ϣ��O��ؽ������yо������ɱ�;�c���タ�ͽY���yо��ȣ��A�F�ͽY���yо�w�eС�������p��ͬһҎ���yо�A�F�ͽY��Ҫ�Ȓ��タ�ͽY���p10%��20%�������ڒ��タ���yо���v���A�F���yо�{�������Բ����ȫ�ܝM��ߜؓ����y���a�{������Ҫ�����OӋ�yо�r�����ߜؓ����y�ğ����ڏ����y�T�ѓ��_���yо�A�F�F�ǵĴ�С�������ڏ�ԽС���yо�A�F�F��ԽС;�y�T�г�Խ���yо�A�F�F��ԽС��
�D4 ̼���uӲ�|�Ͻ��yо
����̼���uӲ�|�Ͻ��yо�μ�����ɱ��^�ߣ�������ɱ��s��1Cr25Ni20Si2+(TA-218)�yо2��2.5������̼���uӲ�|�Ͻ��yо��ʹ�É����L����1Cr25Ni20Si2+(TA-218)�yо��3�����ϡ��ڴ_���b�ð�ȫ�L�����\�е�ǰ���£�̼���uӲ�|�Ͻ��y���ԃr����á�Ŀǰ��̼���uӲ�|�Ͻ��yо������ʯ�����ط����͏S��Ӌʮ�����b����Ͷ�ã�Ͷ�����L�r�g���B�m�\�г��^26���¡�
�����C���������ڢ��������{�������^�ã�ʹ�É����L�������a�b���е��Բ��á�






