�п��Ƽ����߶Ȍ��D�����͔ܺD������-�ֲ�����ՃɷN����ˇ��Ӱ�
�����Ԏ������п��Ƽ����о������о��ͷ��������ĸߏ��Ȍ��D�����͔ܺD������-�ֲ�����ՃɷN����ˇ��Ӱ푣��ҵ��˺��������ߏ���ֵ�����п��Ƽ����OӋ�ṩ�˿ɿ��ą��������D�����͔ܺD������-�ֲ�����ՃɷN����ˇ�M�б��^���ó��D������-�ֲ�����ճ���ˇ�������п��Ƽ���픲��ں����Ƽ��ں���������Ƽ��ں�ľ����ԣ���һ�N�����п��Ƽ��ں�ֲ�����Ч��ʩ��
�����S�����r�I���a�İlչ���˂�����ˮƽ��ߣ������п��Ƽ��đ���Խ��Խ�V�����Π�ҲԽ��Խ���s�������������пչ��I�Ƽ����̶ܹ��Ͱ��b���g��Ӱ푣��п��Ƽ��������д����׃���Լ��Π���Q�����D�����ܳ��ͼӹ����Ƽ�������λ��׃������ͬ�����������Ƽ��ں����������F�����_�ѵĬF�����m���Π���s�Ƽ��ij���Ҫ�D�����ܳ������a�в����˸�׃�����S�����ں���Ƽ��g���磺���{���C�^�����Ϳ�ģ���������ز�;ֲ�����յȷ��������Ƽ��ĔD�����ܳ��ͼӹ����ܣ�����Ƽ��ıں�����ԣ����Ͳ������ģ����ⴵ�ƴ��ѡ����ǣ��S���Ƽ���׃�������D�����ܳ��ͼӹ����y��Ҳ�������������M�г��ͼӹ�����ˣ����OӋ�Ƽ��r���M�������Ƽ������׃������ˣ����Tᘌ��п��Ƽ����߶Ȍ��D�����͔ܺD������-�ֲ�������@�ɷN����ˇ��Ӱ��M���о��������ɷN��ˇ�M�Ќ��ȣ����п���Ʒ�OӋ������ˇ�x���ģ���OӋ�ṩ������
1�����
����1.1�����ģ���cģ��
����1.1.1�����ģ��
�������ȣ������о����M�У��OӋ�ˌ��ģ��Ҋ�D1��ģ������ֱ����20mm���߶�h�քe��10��15��20��25��30mm;ģ�����������ĸߏ���λ�քe�飺0.5��0.75��1.0��1.25��1.5��

�D1 ���ģ��
����1.1.2�����ģ��
�����������ģ�ͣ��OӋ�ͼӹ��ˌ��ģ��Ҋ�D2��ʾ���D2�У����������֞��Ұ�ģ���������֞���ģ���������ߏ��Ȳ�ͬ���ӹ���5�����քe�c�Ұ�ģ���ɴ��ܳ���ģ�ߵ���ǻ��

�D2 ģ����ǻ
�������˔D�������^���г���չ�����M�У�����픲��_�O�˳����ͨ����ֱ����0.3mm��Ҋ�D3��ʾ��
����1.2������O��
�����D���C�^������ģ�ߡ�������о�����ơ��D���C��SJ-45/25�ͣ��ؑc�A�s�ܙC����˾���՚≺�s�C��W-0.6/10�ͣ��ؑc�A�����s�C�S����ձã�VP-1�ͣ��؎X���һ�C�����˾����ģ�C��JSS20-11AM�ͣ����ݞo�T늚�����˾��
�������^ǧ�ֳߡ��Θ˿��ߡ����a�����C�ȡ�
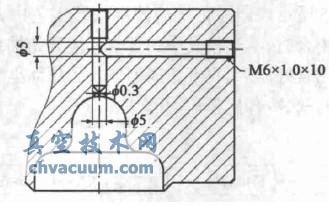
�D3 ģ�߳����ͨ��
�YՓ
����(1)���п��Ƽ��������r���Ƽ���픲��ں����
����(2)�п��Ƽ������߶�ԽС�������ߏ���λԽС�������Ƽ�����ԽM���Ƽ�����С�ں�Խ�ں�ԽС���Ƽ��ں�Խ�����Ƽ������ߏ���λ����һ��ֵ�r���Ƽ�����λ�����F���ݡ����ƵȬF��
����(3)���ò�ͬ�ij��ͷ������Ƽ���������ߏ���λmax��ͬ�����ÔD������-�ֲ�����չ�ˇ�����Ƽ����ߏ���λ≤1.0�r���ܫ@������M���Ƽ������D������-�ֲ�����չ�ˇ��������ߏ���≤1.0;�����ÔD�����ܹ�ˇ�����Ƽ����ߏ���λ≤0.75���ܫ@������M���Ƽ������D�����ܹ�ˇ��������ߏ���λmax≤0.75��
����(4)�����ߏ���λ��ͬ�r���D������-�ֲ�����չ�ˇ�����Ƽ�����С�ں���ڔD�����ܹ�ˇ�����Ƽ�����С�ں�
����(5)�����ߏ���λ��ͬ�r���D������-�ֲ���
������չ�ˇ�����Ƽ��ıں������С�ڔD�����ܹ�ˇ�����Ƽ��ıں������D������-�ֲ�����չ�ˇ�����Ƽ��ıں�����ԱȔD�����ܹ�ˇ�����Ƽ��ıں�����Ըߡ�
����(6)�D������-�ֲ�����չ�ˇ�c�D�����ܹ�ˇ����ˇ��ȣ����Գ������ߏ���λ������п��Ƽ����������Ƽ�����С�ں�����Ƽ��ں�ľ����ԣ�����Ƽ�Ʒ�|��