Һ��Դ�͉���ȫ�y�ܷ�ʧЧ���������M(j��n)��ʩ
�����A(y��)���ŷ�Һ��Դ���M(j��n)�е͉���ȫ�y�ɿ���ԇ�(y��n)�r(sh��)�l(f��)�F(xi��n)������ǻ�Ӊ���һ���̶ȕr(sh��)�����ְ�ȫ�y���ܼ��r(sh��)�����O(sh��)Ӌ(j��)�A(y��)���_�������ֲ����_(d��)���O(sh��)��й������������©�ͬF(xi��n)��ˣ���(du��)�͉���ȫ�y�M(j��n)�й�������c��������K�_���˸��M(j��n)�y�w�Y(ji��)��(g��u)�̓�(y��u)���ӹ���ˇ�������о�����
0������
����ij�A(y��)���ŷ�Һ��Դ�ĵ͉���ȫ�y���M(j��n)���`����ԇ�(y��n)�r(sh��)���ڼs30%�İ�ȫ�y���ܰ����O(sh��)Ӌ(j��)Ҫ�������M(j��n)�빤����B(t��i)�����ҳ��F(xi��n)�B©�͵Ć��}����(y��n)��Ӱ����P(gu��n)�M�����b�{(di��o)���M(j��n)��Ӱ����wҺ��Դ�Ŀɿ����(y��n)�C��ͨ�^��(du��)�͉���ȫ�y�M(j��n)�й��ϲ����c��������K�_�����y�w�ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)ȱ�ݼ��ӹ��|(zh��)�����}�DZ��ι��Ϯa(ch��n)���ĸ���ԭ����ˣ���(du��)�y�w�Y(ji��)��(g��u)�M(j��n)�и��M(j��n)����ͨ�^��(y��u)���ęC(j��)�ӹ�ˇ�����_����ȫ�y��ʹ�ÿɿ��ԡ�
1�����}����
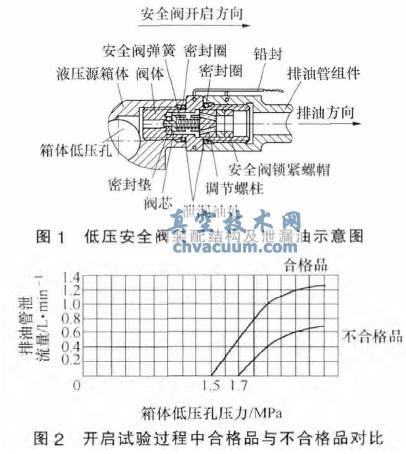
�����͉���ȫ�y���b��Y(ji��)��(g��u)��й©�Ͳ�λ����D1 ��ʾ��
�����O(sh��)Ӌ(j��)Ҫ�� ��(d��ng)���w�͉���������1.5MPa �r(sh��)����ȫ�y�_��;��(d��ng)��������2MPa �r(sh��)��й����≥0.9L/min;��(d��ng)��������≤1.2MPa �r(sh��)����ȫ�y��(y��ng)�P(gu��n)�]��
������(sh��)�Hԇ�(y��n)�^�̣� ��(d��ng)���w�͉���������1.5MPa�r(sh��)��60%�İ�ȫ�y�_��;������2MPa �^���У���ȫ�y��m(x��)�_�������ڰ�ȫ�y�y�w�c���w���̎���c���ܽM�����̎�S�C(j��)���F(xi��n)�B�m(x��)�c(di��n)��������й©�ͬF(xi��n)��; �����ܽM����������≤0.65L/min����ȫ�y���_��ԇ�(y��n)�кϸ�a(ch��n)Ʒ�c��(y��n)��й©�ͮa(ch��n)Ʒ����������(du��)��Ҋ�D2 ��ʾ��
2����������c����
����2.1���������
�������͉���ȫ�y��ж���ֽ⡢������(du��)�Ȱl(f��)�F(xi��n)�����F(xi��n)й©�ͺͲ��������_���İ�ȫ�y�������¹����c(di��n)����D3 ��ʾ��
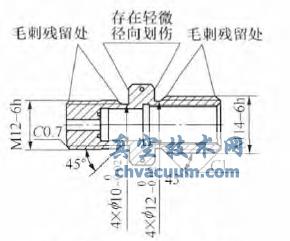
�D3 �y�w�����c(di��n)ʾ��D
����(1)�ܷ�Ȧ���F(xi��n)��ͬ�̶ȵĄ���;
����(2)�y�w�ɶ��ݼy����̎����ë��;
����(3) �y�w���b�ܷ�Ȧ����̎���ڲ�ͬ�̶ȵIJ�Ҏ(gu��)�t������
����2.2���a(ch��n)������ԭ��
����(1)�����ܿ��g���������ƣ�����(j��)“�Y(ji��)��(g��u)��(ji��n)�Ρ����ͼӹ��y��”���O(sh��)Ӌ(j��)ԭ�t���˵͉���ȫ�y�����ݼy�յ��ۼ����ܷ�۵ĽY(ji��)��(g��u)��
����(2)܇���ݼy�^���У�ʹ�ݼyʼĩ���c�ɶ˵����γɽ��Ƽ�߅��ë�̣���δ��ȫ�����
����2.3�����Ϸ���
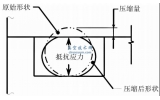
����(1)O ��Ȧ�ǿ��C(j��)е���o������|(zh��)�������Ծo�����®a(ch��n)��������׃�ζ��������wй©ͨ���ġ�
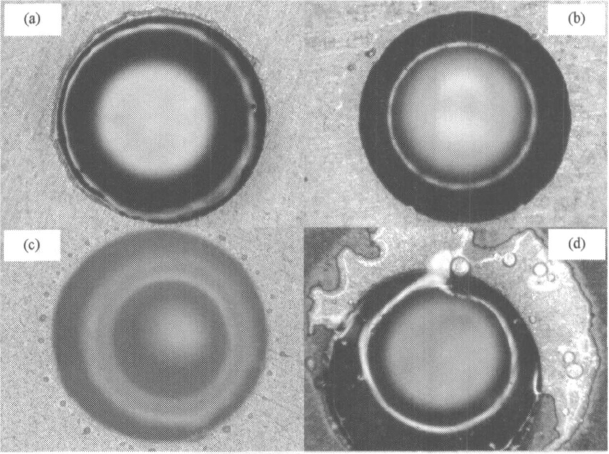
����O ��Ȧ�ĉ��s�ʼ��c�ܷ���Ľ��|��e��С�� ��Ӱ��ܷ�Ч������Ҫ���ء����s�ʴ�ʹO ��Ȧ�c�ܷ����g�Ľ��|��e�������s���^��r(sh��)��߀���Ԍ�(d��o)��O ��Ȧ����׃�Σ��Ķ���(d��o)���ܷ�ʧЧ;���s��С��ʹO ��Ȧ�c�ܷ����g���|��eС�������ܷ�Ч����������(d��o)���ܷ�ʧЧ���oϵ�y(t��ng)�����r(sh��)��O ��Ȧ��A��B �挦(du��)��a(ch��n)���ij�ʼ?j��)��?y��ng)�����a(ch��n)��һ���̶ȏ�����׃�Σ��cA��B �ܷ����g�γɳ�ʼ���|�档��D4a ��ʾ��
����ϵ�y(t��ng)�����a(ch��n)���r(sh��)�������ͽ�(j��ng)�D���g϶�����ܷ�ۣ���(du��)�ܷ�Ȧ�a(ch��n)���S��(y��ng)����ʹO ��Ȧ������׃������ͬ�r(sh��)�cA��B��C ��a(ch��n)���D�����|�棬������|��e������(qi��ng)�ܷ�Ч������D4b ��ʾ��
�������a(ch��n)Ʒ�Y(ji��)��(g��u)���ݼy�˵��ۼ����ܷ�ۣ� �����Ͳ��H�ĔD���g϶�����ҕ�(hu��)ͨ�^�ݼy�g϶�M(j��n)���˵��ۣ���(du��)O��Ȧ���H��(hu��)�a(ch��n)���S������߀��(hu��)�a(ch��n)��������;�����ݼy�˵��۱Ȫ�(d��)���ܷ�ۿ��g��O ��Ȧ����(y��ng)���Ƅ�(d��ng)���g������ˣ�O ��Ȧ��(hu��)�����cA ��Ľ��|��e���s�pС��Ó�x�cB��C ��Ľ��|���M(j��n)���pС�ܷ�Ч������K��(d��o)���ܷ�ʧЧ����D4c ��ʾ��
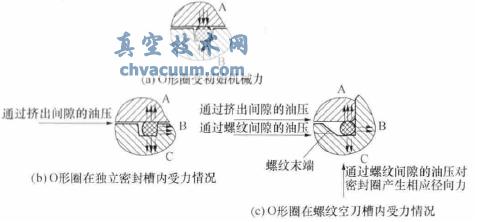
�D4 O ��Ȧ������B(t��i)
����(2)�mȻʹ�Ì��ù��߰��b�ܷ�Ȧ�����ԱM�������ܷ�Ȧ����ڼ��ݼy�Ϛ���ë�̵��Ɖģ� ���ڻ����ܷ�۵��^���к����ױ��ݼyĩ�˵���̎��߅������ë�̄����Ɖġ�
����(3)�ܷ������ڏ�����ʹ�ܷ�Ȧ�c�ܷ���治�ܳ���N�χ�(y��n)�ܣ��M(j��n)����(d��o)���������������
4���Y(ji��)
����ͨ�^��(du��)�a(ch��n)�����}�ĵ͉���ȫ�y�M(j��n)�й��Ϸ�������������c(di��n)���Ķ��M(j��n)�нY(ji��)��(g��u)���M(j��n)����(y��u)���ӹ���ˇ��������Kʹ�a(ch��n)Ʒ�܉�M��ʹ��Ҫ���Ҟ����ͮa(ch��n)Ʒ�ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�����a(ch��n)�ṩ�˿ɽ��b�ą�����Ҋ��������