����Һ���ܷ��OӋ�����о�
����ԓ���U���˺����ܷ���OӋ��������Ҫע��Ďׂ��P�I���}���քe���ܷ���ϵ��x���ܷ��������̎����ˇ�ͱ���ӹ��|�����Լ��ܷ�۵��OӋ�����M����ӑՓ���������ܷ��OӋ����Ҫ�ķ����������M����Ԕ�������c�f����
��������
�����ܷ⼼�g��һ��Pϵ�w�C��ȫ����Ҫ���g�� �ܷ�ʧЧ��Ӱ��w�C������������������ɇ����¹ʡ����w�C������ϵ�y���w�п���ϵ�y���l�әC������ܡ��x܇ϵ�y��ȼ��ϵ�y���C���ȣ������w�C��ÿ����λ�㶼�������ܷ�Ȧ�Ĵ��ڡ����@Щλ����ʹ�õ��ܷ�Ȧ���кܴ��e��ÿ��λ�ö����������ص��ܷ⼼�g�����x����m���ܷ⼼�g������ ���_��������ܷ�Ч�����P��Ҫ��
�����x����m���ܷⷽ����Ҫ���]�����c���أ��x����m���ܷ���ϡ��ܷ��������ʹ�ú��m�ı���̎����ˇ���_��һ���ı���ӹ��|�����OӋ���m���ܷ�ۡ�
1���ܷ�����x��
�����ܷ���ϵ��x������Ҫ���]���x���Ϻ��ܷ���|�Ļ��W�����ԡ����W�����܉������ܷ�p�ģ�Ӱ����������ԡ��ܷ⏗�Բ�����Һ�w�б������ܷ�ͺϲ��ϸ����У��x���m�ϵ��ܷ⏗���w�������P�I���x���ܷ���ϕr���HҪ���]ʹ�õĽ��|�� ߀Ҫ���]���|�е����ӄ������ӄ�Ҳ�����ܷ⏗���w�a��������Ӱ푡��ڸߜحh���������ݜyԇ�Ա���C�����w�ڌ��H�����е������Ƿdz���Ҫ�ġ�
����������x�ܷ����Ҫ�M��ʹ�íh���Ĝض�Ҫ���ڵ͜حh���У����Բ��ϵ��տs����䓵�ʮ�������Բ��ϕ�׃�ý�Ӳ��ʧȥ���ԡ������^�ؘ͜O���Բ��ϕ��_���������A�Σ�����׃�ØO������;���ضȻ����������������܌����֏�;���ӔD��������ߏ��Բ��ϵĵ͜����ܡ��������ضȸ��^���Բ���Ҏ�������ޕr��������׃ܛ����ɢʧ�����������ԣ��@�N�������Ե�ɢʧ�Dz��ɻ֏͵ģ��ܷ�Ȧ�����a�����õ�׃�Σ�׃����������ϵĹ������|��ͬ����ͬ; ���m�Ĺ����ڳ��^�����ضȷ����ĸߜحh���Ќ����p���ܷ�Ȧ���ضȵĽ���׃��Ҳ�п���Ӱ��ܷ�Ȧ��ʹ�É������S���ضȵĽ���׃�������ܷ���ϕ��l����׃�� �S���r�g�ķe�ۣ������ܷ���ϵď��ԕ���uɢʧ���Ķ�Ӱ��ܷ�Ȧ��ʹ�É�����
����һ����f���ڏͺ��ܷ�Ȧ�У��ͺϲ��ϵĜض��m�������^�������z���Ϝض��m�������^խ�������x���m�����������h���ضȷ��������z��������Ҫ���������ڄ��ܷ⣬ �\���ٶ�Ҳ���ܷ�����x����P�I����֮һ�� �c�����ܷ���Ͻ��|���\�ӱ����\���ٶ��^�ߕ��p�ď����ܷ���ϡ��\���ٶ�Խ�����x����ܷ���ϵ�Ӳ�Ⱦ�ҪԽ�ߣ� ����\���ٶ��^�߾ͱ���x��ͺ��ܷ⣬������ܷ�����|�����Ӳ�ȡ�
2���ܷ���������|��
�����ܷ�Ȧ���ܷ������c�ܷ��������ı���̎����ˇ�ͱ���ӹ��|���кܴ��Pϵ���e�DŽ��ܷ⣬�����ܷ������c����ı���̎���|���ͱ���ӹ��|����ֱ�ӵ��Pϵ���������ļӹ��|�����ܷ�����Ϳɿ��Ե��P�I���ء�
����1)�������݆����Ҫ��
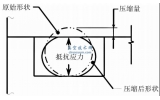
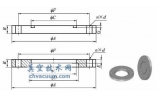
�������@�R���^�������ۿ���ȥ�dz��⻬���ܷ�������棬���l�F��������w�S�M��������ƽ�ģ�����ɽ�}һ�ӣ����ںܶನ��Ͳ��ȡ���������ƽ̹�ı��������õ��ܷ����ܣ� ��������w�S�M�����^����^��IJ����ʹ�ܷ�Ȧ�a���^�ɵ�ĥ�p�� �a����ϣ����й©������һ�������IJ��ȣ�����������ܷ�Ȧ���ܷ����ܣ������܉杙���ͣ��γɝ�����Ĥ���@���܉���Ч����ܷ�Ȧ��ʹ�É��������������a��й©��������ܷ��������݆����D1 ��ʾ��
�D1 ������ܷ��������݆��
����ÿһ�N�������ӹ�����———��܇����ĥ������ĥ�����衢�����———�������������a��һ�N�ض��ļӹ��y·�� �@�N�y·��ʹ���Е�Ӱ��ܷ�Ȧ���ܷ����ܺ�ʹ�É��������˫@��������ܷ����ܣ����������ӹ��rҪ����a��Ӱ��ܷ�Ȧ�ܷ����ܺ�ʹ�É����ļӹ��y·�����磬��ֱ�������\�ӵĻ����ܷ���Ҫ����a�����@���S��ӹ��y·�������D�S�����D�ܷ��У�Ҫ����a�����@��������ӹ��y·��
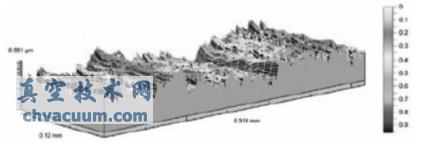
�����D2���D3 �քe���������ֲڶȵ����S�Ͷ��S�y���D���D���������@ʾ�����������ò���������_���������̎��݆���DZ��C�ܷ�Ȧ�ܷ�Ч�����P�I���ء�
�D2 �������ֲڶ����S�y���D
�D3 �������ֲڶȶ��S�y���D
����2)ĥ���ڌ��ܷ�Ȧ������Ӱ�
�����ژ˜ʵ��ܷ�ϵ�y�У� �ܷ�Ȧ���ܷ���������ڄ��_ʼ������һ�Εr�ڃȾ��кܸߵ�ĥ�p�ʣ� �@�Εr�ڽ���ĥ���ڡ��ڄ��M��ĥ���ڕr�ڵ���������ʹ�ܷ�Ȧ�a���^�ɵ�ĥ�p���������Ӳ��Խ�ߣ����ܷ�Ȧ��ĥ�pԽ�졣
����һ���ܷ���������w�S�M���IJ��屻ĥƽ�� �ܷ�Ȧ���ܷ�������挢�_��һ�Nƽ���B�� ��ƽ���B�£�����ܷ�Ȧ�õ���ֵĝ������ܷ�Ȧ��ĥ�p�͕��@�����͡�
�������_�ؿ����������ľC���|���� ���Ԝp���ܷ�ϵ�y���^ĥ���ڵĕr�g�� ʹ�ܷ�ϵ�y�M���M��ƽ���B���@���܉���õؿ���й©������ܷ�Ȧ����ĥ�Ժ�ʹ�É���������ԽӲ��������棬ԽҪ�����������ܷ����ľC���|����
����3)�������Ӳ�ȵ�Ҫ��
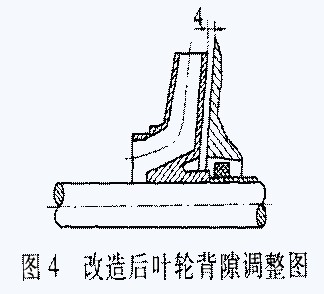
�����^�ߵ��������Ӳ�ȣ� ��������ܷ�Ȧ��ʹ�É�������ֹ�ܷ�Ȧĥ��������pС�ܷ�Ȧ�Ą�Ħ����������ܷ��������̫ܛ���ܷ�Ȧ�����������ĥ�ġ��ڽ��ٲ��ϱ���僌���Ŀǰ�ձ���õ�����ܷ����C���|���ķ����� ��僌�ǰ��Ҫ���]���w�����Ƿ�֧��僌ӷdz���Ҫ����һ���߉��d��ʩ����һ���^ܛ�IJ��P䓻��w����֧�ε�Ӳ�t僌��ܷ����r��僌ӿ��ܕ���������_��Ȼ����ܷ�Ȧ�����w���ϵ��_��Ӳ��������_��44 ���ϲ��܉��^�õ�֧��僌ӡ�
3���ܷ�۵��OӋ
�����ܷ���OӋ��Ҫ�ǰ���һ����Ӌ�㹫ʽ�� ʹ���b����ܷ�Ȧ�ĉ��������������ͺ�Ҫ���ܷ�۵��OӋҲ�кܶ��˜ʿ��ԅ����������˜��OӋ�ܷ�ۿ���ʡȥ�ܶ�Ӌ���^�̣��F�ڹ��̑������ձ���ô˷����������P���ܷ���OӋ�Ę˜ʱ��^�٣��������@����˜ʺܶ࣬�wϵ���^���ơ��������ܷ���OӋ������Ҫ��BһЩ���ⳣ�õĘ˜ʣ��Լ��������m�õĈ��ϡ��@Щ�˜���Ҫ����SAE �l�е�AS ϵ�И˜ʺ�ARP ϵ�И˜ʡ�AS4716 �˜��ǬF�ں����������I��ʹ����OӋ�˜ʣ� �����ܷ�۰���SAE AS568 �˜�2 �������µ�O ���ܷ�Ȧ���OӋ�ģ������˄��ܷ���o�ܷ�۳ߴ磬�ډ������^1500psi/10.3MPa ����r�£�ʹ��1 ��2 �����D�����o�h����V�����ܷ⣬ �ډ�������1500psi/10.3MPa ����r�£���ʹ�ñ��o�h���mȻ�@���˜���ᘌ��˜ʳߴ��O ��Ȧ�OӋ�ģ� ���@�N�ܷ��Ҳ�����������������ܷ��PTFE �ܷ⡣AS4716 �˜�Ԕ��Ҏ�����ܷ�۵Ĵ�С�����ی����S���g϶���ܷ����͂���Ĵֲڶȡ�����ăAб�ǡ�����A�Ǻͼ�߅���dzߴ缰���AS4716 �˜ʵ��ܷ�ۉ���������߿��_8000psi/55.16MPa��
����AS5857 �˜��ܷ���m�����o�ܷ��OӋ���@���˜ʵ��ܷ��Ҳ�ǰ���SAE AS568 �˜�2 �������µ�O���ܷ�Ȧ���OӋ�ģ������ܷ�۳ߴ��AS4716 �˜ʵ��ܷ�ی��ܷ�Ȧ�ĔD�������� �ڵ͜غ͵��ܷ���Û����r���ܷ�Ч�����á����]���������bʽ���o�ܷ��С�ARP1234 ���P�ڟo���o�h���S���o�ܷ⏗��O ���ܷ�Ȧ�ܷ�۵��OӋ�˜ʡ�ԓ�˜���ARP1231 (�ܷ���OӋ������O ���ܷ⣬�S���o�ܷ⣬�o���o�h)���a�䡣AS4088 �Ǻ��������������U�ΉmȦ�۵��OӋ�˜ʡ��w�˜ʹΉmȦ�۵ijߴ�Ș˜�MS33765 �Ŀ��g�����܉��b����Ч�ɿ���(�����)�ΉmȦ��AS4052 ��Ҫ�����������b���ܷ�۵��OӋ�������������b���¶˵Ĝp�����ĹΉmȦ���b�۵��OӋ�������U��ֱ�����ܷ�ۃȏ����ܷ�ۂȱڽǶȺ��ܷ���❍���cAS4716 ���x��ͬ�������ܷ�Ȧ��ȵē���ֱ���l����׃�����pС���ܷ���c�����|�Ĵ�߅�ijߴ磬�Ա����Џ���֧�ε�PTFE �ΉmȦ�ܷ��o���܉��b�ڃȡ�
4���YՓ
�����ܷ⼼�g���鱣���w�C��ȫ������һ���Ҫ���g��һֱ�Ǻ���ϵ�y��һ����Ҫ�о���������ͨ�^�������ܷ���ϡ��ܷ��������̎����ˇ���ܷ���OӋ������Ԕ�������c�f�����о��˺����ܷ��OӋ�ķ��������ܷ⼼�g�ں����I��đ����ṩ���OӋ������